О принципах работы аппаратов для сварки волокон (часть I)
Введение
Думаю, что большинство связистов хоть раз в жизни пробовали сварить между собой два оптических волокна (ОВ) или, по крайней мере, видели, как это делается. Монтажники связи сталкиваются с задачей сварки ОВ практически каждый день, однако это еще не означает, что каждый делает это правильно (здесь имеется в виду не только соблюдение технологий, но и оптимальная последовательность всех выполняемых действий, сводящая к минимуму число совершаемых «телодвижений» и соответственно обеспечивающая высокую скорость работы с надлежащим качеством).
Действительно настоящих профессионалов по сварке ОВ не так уж много – еще меньше тех, кто знает, как работает сварочный аппарат: по каким алгоритмам действует, как распознает составляющие оптического волокна, как выравнивает ОВ и т.д. От того, какие технологии используются в конкретной модели сварочного аппарата, зависит очень многое. Например, качество сварного соединения во многом определяется используемой технологией юстировки ОВ. Поняв принцип работы сварочного аппарата, можно быстро разобраться, например, из-за чего аппарат выдает ошибку или вовсе не работает и быстро это устранить.
Пару слов о новой модели Fujikura
Сегодня на слуху уже более десятка фирм производителей сварочных аппаратов (разнообразие этого списка с недавнего времени стали активно пополнять китайцы и корейцы), однако по сей день вектор развития или, так сказать, моду на устройства задает тройка японских собратьев – Fujikura, Sumitomo и Furukawa (аппараты под маркой Fitel).
Среди данной тройки наибольшие заслуги имеет фирма Fujikura, образованная еще в 1885 году братьями Зенпачи и Томекичи Фуджикура. Они заработали свой первый капитал на производстве украшений для волос – шнурах и резинках, и затем переключились на производство изоляции электрических проводов, поскольку процесс изготовления был схож.
Последняя модель аппарата Фуджикуры FSM-80S очередной раз продемонстрировала нам новые тенденции развития сварочных аппаратов. Примечательно, что эта модель в России и Китае идет под названием FSM-80S, а в странах Европы – FSM-70S. Модель одна и та же, отличаются аппараты только цветом корпуса. Можно провести следующий любопытный эксперимент: зайти на официальный сайт Fujikura, в англоязычной форме сайта перейти в раздел сварочного оборудования. Вы увидите, что среди моделей аппаратов последней будет FSM-70S. Если переключиться на русскоязычную форму сайта – последней моделью будет FSM-80S. С чем это связано, трудно сказать, возможно, какой-то маркетинговый ход или защита от контрафактных поставок. Если сравнивать характеристики FSM-70S и FSM-80S, то они идентичны. Единственное, что в мануале 80-ки указывается возможность создания искусственного аттенюатора с затуханием до 15 дБ, а в мануале 70-ки этого пункта нет.
На рис. 1.1 изображены FSM-70S и FSM-80S, можно поиграть в игру «найдите 10 отличий». Как видно, для Европы модель идет в голубом корпусе.

а) аппарат для Европы

б) аппарат для России и Китая
Рис. 1.1 – Внешний вид аппаратов Fujikura FSM-70S и FSM-80S
О технологиях юстировки оптических волокон
В принципе, сплавить разрядом вольтовой дуги два оптических волокна большого труда не составляет. Температура электрической дуги в сварочном аппарате достигает 4800°С – температура размягчения кварцевого стекла 1400 °C, а температура плавления примерно 1665 °C. Сложность процесса сварки ОВ заключается именно в точном сведении ОВ во всех трех плоскостях (рис. 1.2а). Необходимо добиться того, чтобы они не просто совпали по оболочке, а чтобы совпали их сердцевины («совпали их сердца») – «светонесущие жилы» (рис. 1.2а). Поскольку именно по сердцевине передается информационный сигнал и именно из-за расхождения сердцевин в месте соединения ОВ часть оптического излучения попадает в оболочку и далее либо затухает, либо уходит в окружающее пространство. В связи с этим в месте стыка ОВ образуются потери мощности информационного сигнала.


Рис. 1.2 – К пояснению задачи юстировки ОВ: а) фотография под микроскопом волокон подлежащих юстировке; б) схематичное изображение этого процесса.
Никогда не задумывались, почему одна модель сварочного аппарата одной и той же фирмы стоит значительно дороже другой модели? Например, у фирмы Fujikura FSM-60S стоит значительно дороже, чем FSM-18S. Нет, это не из-за того, что FSM-18 более старая модель, а 60-ка – более новая. Все дело в том, что в этих сварочных аппаратах используется разная технология юстировки ОВ. Именно сложность используемой в аппарате технологии выравнивания ОВ напрямую влияет на его стоимость.
На сегодняшний день разработаны 4 основных принципа выравнивания ОВ, также существуют различные их модификации. В разных источниках некоторые методы называются по-разному, но их принцип действия один и тот же. Стоит отметить, что на российском рынке встречаются аппараты, работающие только по двум технологиям: по методу выравнивания по V-образной канавке и по методу выравнивания по профилю показателя преломления (метод PAS).
Помимо этих двух методов существует также метод LID, основанный на вводе излучения в одно ОВ и его последующего детектирования во втором ОВ и метод юстировки по тепловизионным изображениям (RTC метод). Метод LID был разработан компанией Siemens в 1984 г. и после выкуплен фирмой Corning. Поэтому данный метод используется в американских сварочных аппаратах фирмы Corning, например, в Corning OSLID-0SM-T-H, в Corning OS1-0SM-T-H-BK (рис. 1.3). Существует также упрощенный вариант метода PAS, называемый L-PAS (Lens Profile Alignment System), применяемый в тех же аппаратах Corning для грубой юстировки ОВ.


Рис. 1.3 Американские сварочные аппараты
Метод юстировки по тепловизионным изображениям используется в малоизвестных аппаратах шведской компании Ericsson. На рис. 1.4 представлен аппарат данной фирмы Ericsson FSU 15. Также по данному методу работают несколько моделей компании Corning.

Рис. 1.4 – Сварочный аппарат Ericson FSU 15 FI
Также, следует вспомнить о методе DACAS (Digital Analysis Core Alignment System) – системе выравнивания ОВ по сердцевине с применением методов цифровой обработки. Этот метод упоминается в характеристиках аппаратов INNO. Однако описание данного метода нигде не встречается, даже нет краткого пояснения его принципа. Скорее всего, это тот же метод PAS только с применение каких-либо дополнительных программных алгоритмов обработки изображения.
Далее мы акцентируем наше внимание на двух методах выравнивания: по V-образной канавке и по профилю показателя преломления (PAS), поскольку модели сварочных аппаратов, представленные на российском рынке, работают именно по ним.
Метод выравнивания по оболочке в V-образной канавке
По легкости исполнения данный метод на голову выше всех остальных. Он был разработан еще в 1977 г. в компании Fujikura. Метод не требует множества шаговых двигателей, способных смещать ОВ вправо/влево, вверх/вниз, не требует сложной системы управления этими двигателями. Поэтому его часто называют пассивным методом выравнивания. Сварочные аппараты, использующие данный метод юстировки, давно уже заняли определенную нишу и отлично подходят для тех ситуаций, когда к сварному стыку не предъявляют высоких требований по вносимым потерям.
Суть метода следующая. Два волокна укладываются в точно выровненные друг относительно друга V-образные канавки и фиксируются специальными зажимами (рис. 1.5).

Рис. 1.5 К пояснению метода выравнивания по V-образной канавке
Поскольку канавки по высоте находятся на одном уровне, два волокна оказываются также на одном уровне. Остается только их сдвинуть поближе друг к другу и можно начинать процесс сплавления. Ничего проще, кажется, придумать нельзя. Однако по известному закону жизни за простоту нам приходится платить качеством. Во-первых, волокна не будут лежать ровно, если в V-образную канавку попадет, так скажем, пылинка или частичка чего-либо (остатки защитного покрытия волокна, гидрофоб, ворсинка и т.д.). Во-вторых, канавки выравнивают волокна, однако совпадение волокон по оболочке не гарантирует точного совпадения их сердцевин. Дело в том, что при производстве оптического волокна, как и любом другом производстве, существуют допуски на нормативные значения (таблица 1). Кроме того, несовпадение сердцевин происходит вследствие эксцентриситета и некруглости оболочки.

Таблица 1. Параметры одномодового волокна согласно рекомендации G.652.D
В связи с перечисленными факторами, потери на сварном соединении для стандартных одномодовых волокон при таком методе выравнивания в среднем составляют 0.05 дБ. Сварочные аппараты такого класса находят свое применение в тех случаях, когда к сварному стыку не предъявляют высоких требований по вносимым потерям, и покупка дорогого сварочного аппарата нецелесообразна. К таким случаям относятся сети операторов связи небольшой протяженности: сети доступа, локальные компьютерные сети, структурированные кабельные системы офисов и т.д. Аппараты данной серии: Fujikura FSM-11S, Fujikura FSM-18S, ILSINTECH Swift-F1 (F2,F3), Sumitomo Type 25 и др.
В следующей части мы рассмотрим метод PAS, позволяющий произвести выравнивания ОВ по сердцевине. В заключение приведены несколько интересных фотографий.
Источник
Правильная сварка оптики — 15 фейлов, которые не стоит повторять.
 Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
При этом у всех почему-то крепко засело в головах, что для работы с оптикой требуются какие-то суперпрофессионалы и обучаться той же сварке оптоволокна нужно очень долго и усердно.
Достаточно придерживаться определенных инструкций, не совершать элементарных ошибок и чудо аппарат сделает за вас большую часть работы самостоятельно.
Так ли это на самом деле или нет? Чтобы объективно ответить на данный вопрос, следует сделать важную ремарку – сама сварка это всего лишь 5% от общей работы кабельщика ВОЛС.
Изучив только процесс сварки, без соответствующих знаний чтения схем, постройки магистралей, навыков разделки и укладки кабеля в кассету и кросс, измерения затухания рефлектометром, вы никогда не будете считаться профессионалом своего дела.
Но давайте все-таки подробнее рассмотрим именно процесс сварочных работ, подготовки кабеля к нему и отметим наиболее распространенные ошибки, которые печальным образом сказываются на месте соединения, уровне сигнала и дальнейшей работе ВОЛС.
Сварочные аппараты для оптики работают примерно по одному принципу. Поэтому не будем заострять внимание на какой-то одной модели, старый добрый Фуджикура (Fujikura) или Ilsintech, изучим саму последовательность процесса.
У вас может быть даже модель с управлением от смартфона. Но это в корне не меняет технологию работ. Она везде одинакова.
Итак, изначально мы имеем два отрезка кабеля ВОЛС, с которых нужно снять внешнюю изоляцию.

Снимая внешнюю оболочку, делайте это с таким прицелом, чтобы в дальнейшем у вас не возникло проблем с укладкой волокон и модулей в сплайс-кассете, кроссе или муфте.

Дело в том, что нити в кабеле как губка всасывают всю окружающую влагу. В итоге оптоволокно мутнеет.
И даже если вы идеально сделаете соединение, это все равно в дальнейшем не спасет вас от больших потерь сигнала.
Включаете аппарат и выставляете на нем тип кабеля, который будет соединяться.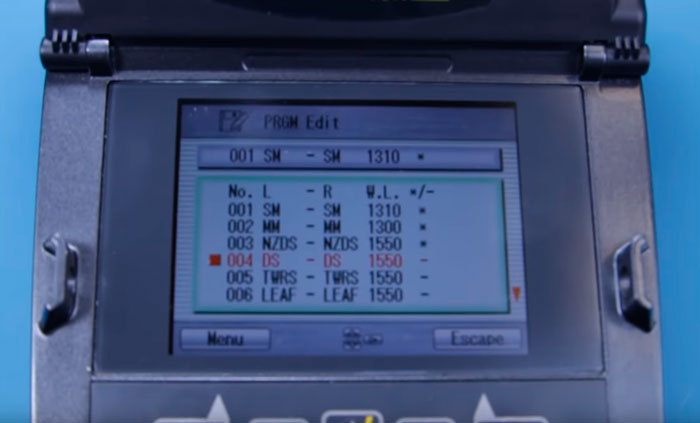
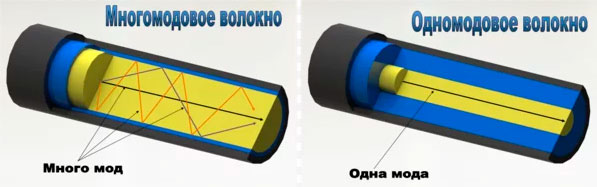
Различают одномодовые (SM) и многомодовые (MM) оптические кабеля.

На одномодовых волокнах в основном используется три длины волны (три окна прозрачности):

Все зависит от общей длины трассы и используемого оборудования. Кроме того, волокна подразделяют на:
- со смещенной дисперизацией — DS
- с ненулевой смещенной дисперизацией — NZ
Внешне их никак не отличить. При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
Далее требуется удалить изоляцию с модулей и с отдельных жил. Чаще всего для этого используют специальный ручной инструмент — оптический стриппер.


Хотя в отдельных моделях сварочников можно встретить и встроенный термостриппер. Однако механическим работать гораздо удобнее и быстрее.


Тем более, когда варишь не за удобным столиком, а где-нибудь на высоте или в колодце.
Иначе весь процесс может превратиться не в аккуратное срезание, а в царапанье или грубое сдирание оболочки.
Если лаковое покрытие с волокн не снимается с первого раза и приходится юлозить стриппером туда-сюда, это многое говорит о качестве инструмента.
Сначала изоляция снимается с модулей. Перед этим, салфеткой смоченной в спирте, с них счищается гидрофобное покрытие.
А вам после этого еще работать с тонким оптоволокном и сварочником!
Оптоволокно крепкий материал на разрыв, но не на излом! При разделке в минусовую температуру жила при таком способе запросто может сломаться.
Поэтому изоляцию лучше снимать стриппером, поочередно вытягивая ее с каждой жилки, и только после этого переходить к следующей, избегая резких изгибов и заломов.
После снятия внешней изоляции, с волокна удаляется лаковое покрытие. Оно придает ему одновременно гибкость и жесткость.
Без него волокно становится очень хрупким. Можете без лака на такую жилку положить мобильник и она сломается. А вот с лаком совсем другое дело.
Бывает, что кабель неделями висит только на этих нитках в лаке, когда вся внешняя оболочка уже повреждена. А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
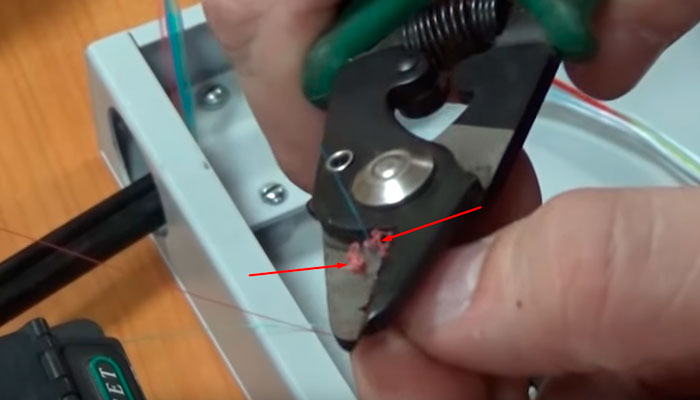
Из-за этого можно случайно сломать или поцарапать следующее волокно, что скажется на качестве сварки. Поэтому переходя к зачистке очередной жилы, каждый раз убирайте с лезвий все лишнее.
Он рассчитан именно на оптоволоконные жилы в 125мкм. Откусите им пластиковую стяжку и можете идти покупать другой инструмент.

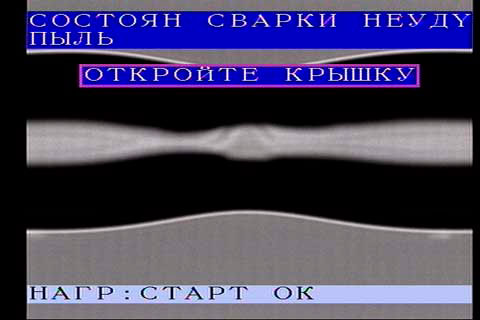
Испытание сварочника Фуджикура в пыльных и влажных условиях
Кстати, многие сварочники при запылении даже запрещено продувать сжатым воздухом.
В них установлена очень уж чувствительная механика и сильный поток воздуха может нарушить заводские настройки.
После снятия лакового слоя с волокна, его требуется протереть безворсовой салфеткой, смоченной в спирте.
Если жила идеально чистая, протирая ее салфеткой, вы должны услышать характерный скрипящий звук.
Более того, пока вы ее не поместили в сварочный аппарат, на нее даже пылинки не должно осесть. Это все влияет на качество сварки и уровень потерь.
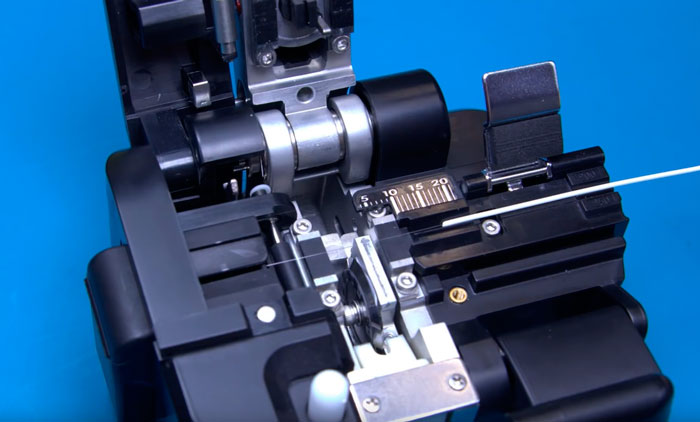
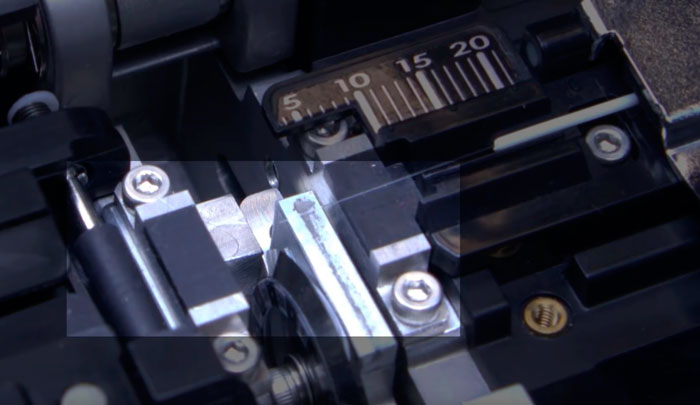
После этого волокно нужно идеально ровно отрезать.
Хотя в СССР на ранних порах развития оптики, применялся даже вот такой универсальный набор кабельщика ВОЛС.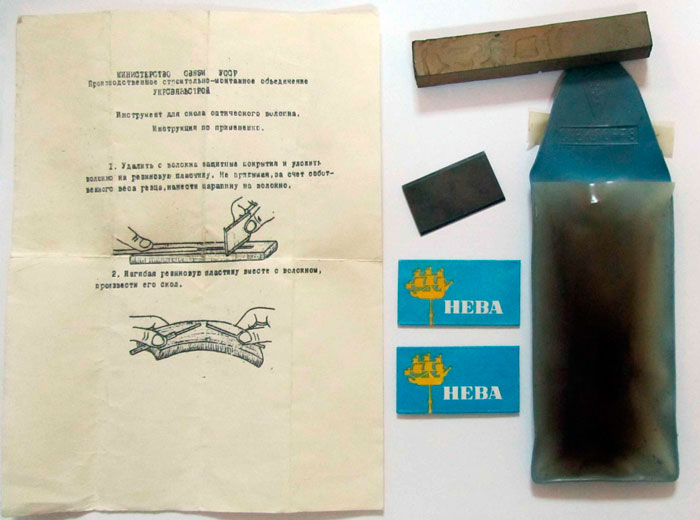
Срез должен быть очень четким, иметь строго цилиндрическую форму, без каких-либо углов и сколов.
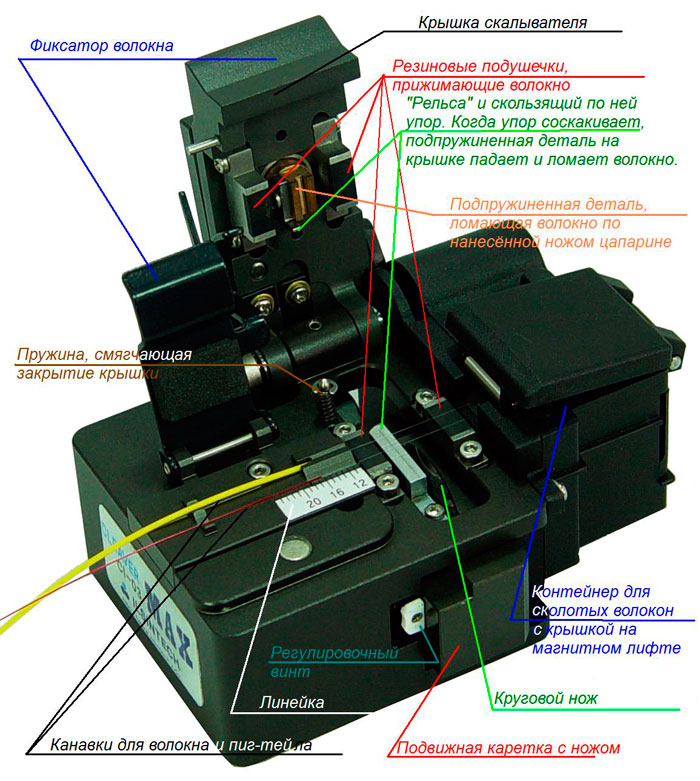
Скалыватель может быть как встроен в сварочный аппарат, так и идти отдельным инструментом. Второй вариант предпочтительнее.
Просто помещаете проводок в скалыватель и закрываете крышечки до щелчка.


Нельзя чтобы они упали на пол, на стол или попали еще куда-либо. Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Все это в конечном итоге приведет к печальным последствиям.
Многие решают проблему сбора обрезков при помощи обычных кусочков изоленты. Дешево и сердито.
Даже находиться с ним в пыльных или антисанитарных условиях запрещено. Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
Подготовленная и зачищенная жила аккуратно вкладывается в посадочное место для сварки, чуть-чуть не доставая своим кончиком середины электрода.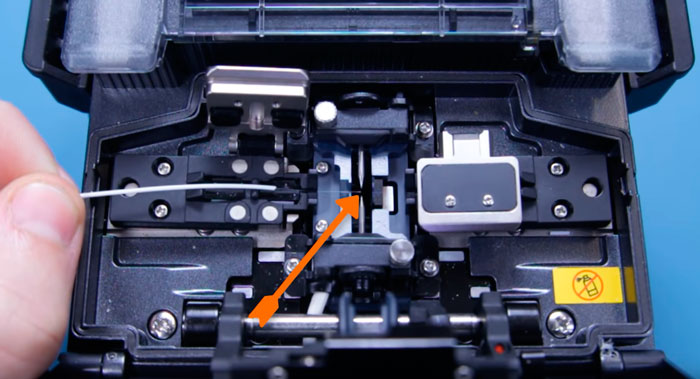
Все те же операции проделываются со вторым концом кабеля.
КДЗС — это две термоусадочные трубочки, между которыми располагается стальной штифт.


Волокна должны попасть именно в центральную трубочку, а не между ними.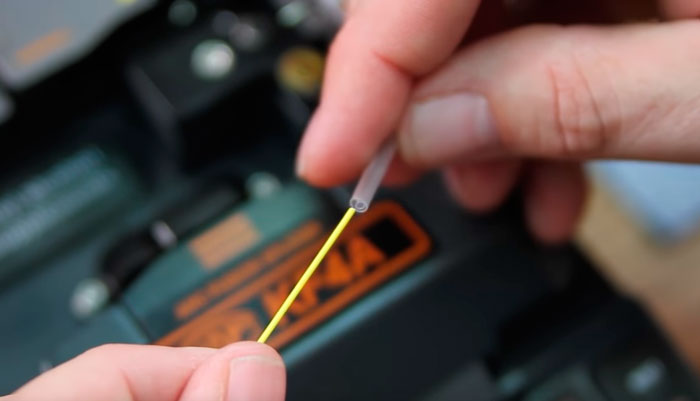
В противном случае после пайки стальной штифт может его поломать.
Подготовленный второй конец закладывается в сварочник с обратной стороны от первого.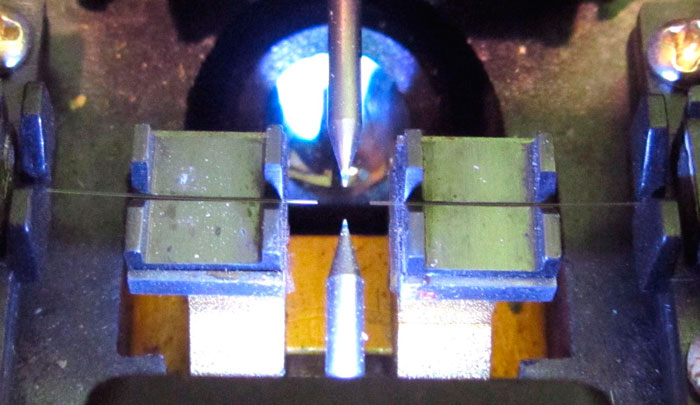
В итоге идеально чистые и ровно срезанные два конца волокна, должны оказаться между двух электродов, которые и будут выполнять сварку.
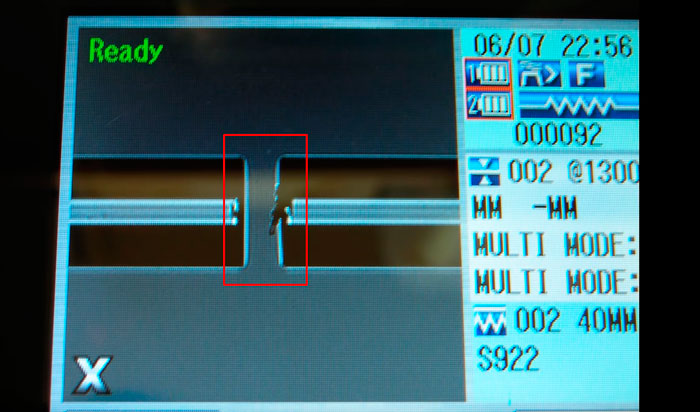
Если один из концов оказался слишком далеко от электродов и заданного положения, прибор известит вас об этом.
Также высветится ошибка, если волокна будут пересекать друг дружку.
Как только вы закрываете крышку происходит процесс самодиагностики, калибровки и выравнивания двух концов. Все это выводится на экран.
Если все нормально, нажимаете кнопку сварки и она запускается автоматически. Если вдруг один из кончиков оказался срезан недостаточно ровно, система известит вас об этом, не только просигналив об ошибке, но и известив какой конец кабеля виноват.
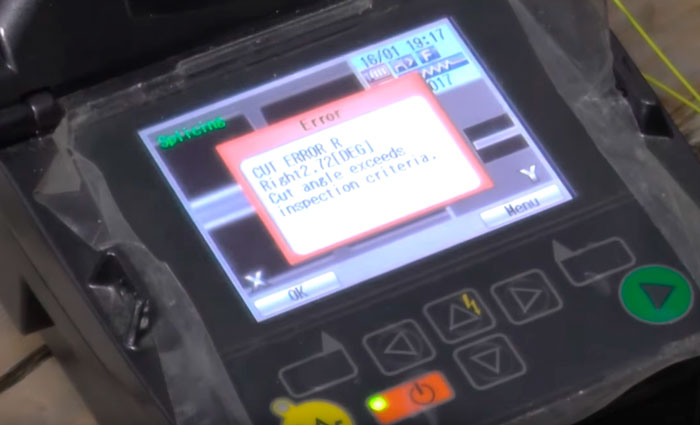

В данной ситуации процесс зачистки и скалывания повторяется. Со вторым, нормально зачищенным концом ничего делать не нужно.
При успешном завершении сварочного процесса (длится пару секунд), на экран выводятся потери или затухание сигнала в децибелах. Очень хорошим результатом считается 0,01-0,02дб.


Идеал – это соединение вообще без потерь. Бывает и такое.
Хотя даже на заводских пигтейлах (от английского pig tail – поросячий хвостик) встречаются не такие уж идеальные пайки.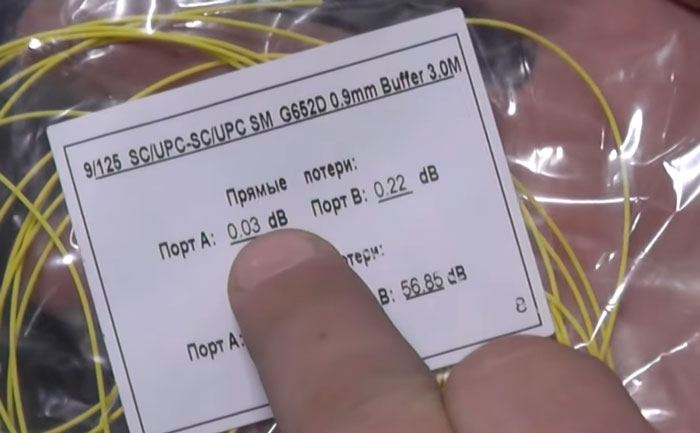
При неудовлетворительных результатах сварки, монитор качественных аппаратов проинформирует вас об этом.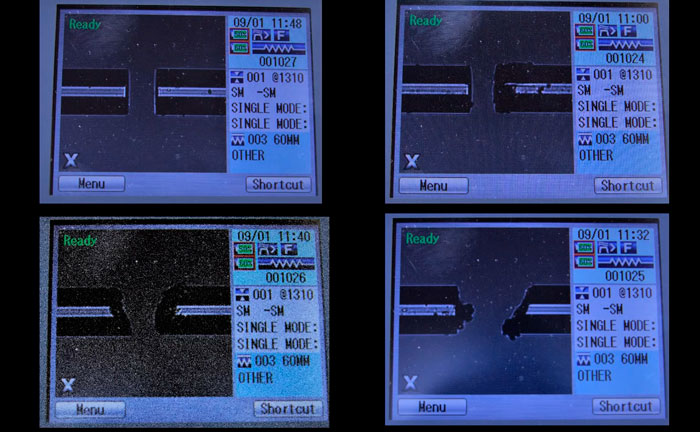
Допустимыми значениями затухания считаются следующие параметры:

Для конечной проверки результата обязательно требуется рефлектометр. Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Объясняется это тем, что камера микроскопа сварочника не способна увидеть всю картинку в 360 градусов вокруг волокна. Отсюда и погрешность.
После сварки и открытия крышки аппарат с расчётным усилием пытается развести жилки, как бы растягивая их. Тем самым проводится тест на прочность контакта.
Если сварка выдержала и не порвалась – все ОК. Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.

Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.


Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Но на этом процесс вовсе не заканчивается. Когда вы заправляете оптоволоконный кабель в кросс или муфту, учтите еще несколько моментов.
Концы кабеля с необходимым запасом должны быть уложены в кассету. Именно эта работа, а не сама сварка считаются у монтажников более ответственным этапом и требует определенной сноровки и навыков.
Запас модуля в кроссе должен составлять порядка 90см, а запас волокна в кассете 2,5-3 оборота.
Поэтому изначально все вымеряйте и не экономьте на разделке.
Место крепления модуля хомутиками, кабельщики рекомендуют обматывать изолентой. Это снижает нагрузку на модуль и не повредит его острыми стенками хомута. Но и перебарщивать с изолентой не стоит. 
При укладке волокон в кассете и самого кабеля в кроссе, нигде не должно образоваться острых углов. Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Критичный изгиб кабеля может случиться и при его монтаже. Поэтому когда монтажники, заводя оптику в ваш дом или проводя по подъезду, не укладывают ее, а именно “пихают”, ждите беды.
При этом, изгиба в дальнейшем может и не остаться, трасса будет идеально ровной. Однако заломленный кабель при монтаже приводит к трещинам на волокнах.
Со временем затухания будут увеличиваться. Активное оборудование поначалу будет вытягивать полезный сигнал из шумов. Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Кассету после укладки жил закрывают крышкой.
Перед этим обязательно проверьте, не торчат ли где какие проводки. Иначе можете попросту перерубить их этой самой крышкой и весь процесс начнете заново.
Ну и на финальном этапе остается проверить уровень сигнала непосредственно на самом коннекторе. Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Это не обязательно окажется место пайки, вполне возможно, что сигнал будет теряться на каком-нибудь из поворотов трассы.
Подобными сварочными аппаратами легко и удобно варить кабель GPON для подключения одного или нескольких абонентов. А вот если дело коснется 64-х или 96-ти жильной оптики, то конечно данный процесс с поэтапной заправкой каждой жилки будет сплошным мучением.
При этом нужно иметь очень зоркий глаз, дабы не перепутать цветные оттенки многочисленных жилок.
Для опытного кабельщика на фуджике с отдельным скалывателем, технологический процесс сварки 24-х волокон занимает чуть более 40 минут (1,5минуты на жилу). А сборка кросса, со всеми сопутствующими операциями (разделка, укладка, маркировка) – до полутора часов.
Какой вывод можно сделать из всего вышеизложенного? Конечно, сварить оптику на исправном и настроенном оборудовании, стоимостью в несколько сотен тысяч может каждый, у кого руки растут из нужного места.
А вот настроить этот самый сварочник, скалыватель, плюс поддерживать все это в исправном и работоспособном состоянии годами – для этого уже надо быть профессионалом своего дела и любить данную работу.
Источник

