Большая Энциклопедия Нефти и Газа
Сухая разделка — кабель
Сухие разделки кабелей с резиновой или пластмассовой изоляцией жил выполняют с применением защитной изоляции от старения. В качестве такой изоляции используют полихлорвиниловые трубки. [1]
Сухая разделка кабелей допускается в помещениях с нормальными условиями среды, в остальных — герметичная разделка с заливкой битумными или эпоксидными компаундами. [3]
При сухой разделке кабеля с применением липкой ленты и лака на основе полихлорвиниловых смол кабельные муфты и воронки кабельной массой не заливаются, что ускоряет монтаж и обеспечивает необходимую электрическую и механическую прочность соединения. [5]
При сухой разделке кабелей с бумажной изоляцией при сжатии пучка жил нельзя допускать образования незаполненных желобков, так как это может привести к образованию пустот. [6]
Концевые стальные воронки или сухие разделки кабелей высокого напряжения располагаются с задней стороны сборки. [7]
Коробках вводного устройства КО и КОМ сухая разделка кабеля с бумажной изоляцией не помещается по длине. [9]
В отличие от концевых металлических муфт при сухой разделке кабеля с применением липкой ленты и лака на основе полихлорвиниловых смол указанные муфты и кабельные воронки кабельной массой не заливаются. Это ускоряет монтаж и обеспечивает необходимую электрическую и механическую прочность соединения. [11]
Если конструкция вводной коробки двигателя не позволяет выполнить сухую разделку кабеля с бумажной изоляцией, применяют чугунную переходную коробку КСВ для кабелей сечением жилы 35 — 95 мма. При сечении жилы кабеля 95 мма и выше заделку в коробках выполняют с переходом на изолированный проход. Переходную коробку КСВ соединяют с вводной коробкой двигателя отрезком водо-газопроводной трубы. Если диаметр трубы не соответствует диаметру резьбы в вводной коробке, используют переходные муфты. [12]
К вводным устройствам, в которых нельзя выполнить сухую разделку кабеля , присоединение осуществляется проводами в трубах при помощи специальной переходной взрывозащищенной чугунной кабельной муфты, в которой выполняются разделка и герметизация бронированного кабеля и переход ( рис. 19) с кабеля на провода. [13]
Как видно из рисунков, лишь в коробках ввода серии МА можно применить сухую разделку кабеля . [14]
Конструкция муфты для разделки кабеля питающей сети допускает разделку кабеля с последующей заливкой места разделки кабельной массой и сухую разделку кабеля . Для уплотнения заделываемых в муфту кабелей муфта снабжена уплотняющим фланцем с кольцом из резины. [15]
Источник
Заделка концевая сухая для 3-4-жильного кабеля – что это
Что представляет собой данная заделка?
Концевая заделка кабелей производится для герметизации отдельных жил при подключении к аппаратам и оборудованию. При использовании довольно сложных конструкций и кабелей большого диаметра очень важно отделить друг от друга провода и создать оптимальные условия.
Сегодня существуют специальные элементы, которые представляют собой концевую заделку 3-4 жильных кабелей. Продукция изготавливается из плотного диэлектрического материала, который гарантирует максимально оптимальную герметизацию.
Разновидности моделей разводки
В настоящее время выпускается несколько основных категорий представленных элементов. Каждая конструкция имеет определенное назначение, оптимальные характеристики и преимущества. При покупке стоит акцентировать внимание именно на конструктивных особенностях. Основные варианты концевых заделок:
- Модели комплектуются овальной воронкой небольшого размера. Также в конструкции отсутствуют втулки и другие важные элементы. Простота конструкции позволяет быстро монтировать данную деталь.
- Концевая заделка круглой формы. В данном случае модель имеет три выхода, которые располагаются в пространстве в виде пирамиды. Таким образом с легкостью удается подключать трехжильные кабеля.
- Рядная овальная концевая заделка. Представленное приспособление может использоваться для подключения кабелей различного формата. Удобно применять при использовании кабелей с напряжение до 10кВ.
На данном этапе появилось большое количество вариантов представленных элементов. Все производится по уникальным технологиям и соответствует требованиям технического формата. Рекомендуется обращаться за приобретением концевой заделки только к проверенным поставщикам, так как от этого зависит безопасность эксплуатации. Для большинства клиентов сегодня найдется большое количество рациональных предложений.
Самостоятельное изготовление концевых заделок имеет место быть только в том случае, если вы располагаете соответствующим уровнем знаний в области электротехники и никаких нарушений безопасности не будет. В последнее время количество вариантов представленных устройств выросло в несколько раз. Для каждого клиента есть немалое количество выгодных преимуществ и возможностей.
Техническое описание
Овальные концевые разводки небольших габаритов рассчитаны на эксплуатацию кабелей до 2кВ. Таким образом нужно обязательно изучать возможную сферу применения и другие важные аспекты. В таком случае вы сможете получить профессиональную помощь от лучшей компании- поставщика.

Стоят кабельные разводки сравнительно недорого и изготавливаются крупными компаниями, занятыми в электротехнической области. Для удобства потребителей, концевые разводки всегда сопровождаются техническими документами, где указываются различные параметры.
Разводящие контуры могут быть изготовлены из пластика, либо мягкого изолирующего материала. Все зависит от того в какой области будет применяться концевая заделка и на какие нагрузки рассчитаны кабеля. В домашних условиях можно использовать стандартные варианты представленных изделий, которые в полной мере будут соответствовать техническим характеристикам и описаниям.
Воронка кабельной заделки изготавливается из высококачественного пластика или стали. Очень важно все максимально эффективно за герметизировать с помощью изолирующей ленты, так как любой негативный фактор может отрицательно сказаться на эксплуатации оборудования.
Заделка концевая сухая для 3-4-жильного кабеля изготавливается по самым современным технологиям и методикам. Таким образом возникает невероятное количество интересных предложений и возможностей при использовании данных технических элементов.
Бюджетные концевые заделки
В зависимости от сферы использования, иногда можно приобретать бюджетные варианты. То есть если кабеля находятся под небольшим напряжением и нет опасности возникновения опасных ситуаций. В настоящее время появляется невероятное количество новых моделей интересных концевых заделок, которые отличаются комплектацией, назначением и другими факторами.
Именно поэтому следует обращать внимание на те условия, которые предоставляет реализатор. Сегодня существует невероятное количество выгодных и актуальных предложений.
По большому счету концевые заделки для 3-4 жильных кабелей являются неотъемлемой частью безопасности эксплуатации электрического оборудования, промышленных установок и так далее.
Поэтому ни в коем случае не стоит экономить на представленных условиях, так как ваша безопасность превыше всего. При покупке нужно акцентировать внимание на качестве заделки, чтобы в дальнейшем она прослужила максимально длительный период времени. Таким образом удастся добиться максимальной результативности.
Источник
Сухая заделка кабелей
В последнее время вместо громоздких, заполненных кабельной массой воронок и муфт применяют так называемую сухую заделку кабелей. В настоящее время применяют несколько типов сухих заделок.
Сухую заделку при помощи полихлорвиниловых лент и лаков начинают с подготовительной разделки кабеля, которую производят так же, как и при других концевых заделках. При сухой заделке каждую жилу от поясной изоляции и до 3/4 длины цилиндрической части наконечников обматывают с 50%-ным перекрытием полихлорвиниловой липкой лентой в несколько слоев (от 2 до 16 в зависимости от напряжения и сечения жил). На участке конца свинцовой (алюминиевой) оболочки и конца поясной бумажной изоляции накладывают конусную полихлорвиниловую намотку. Поверхность полихлорвиниловой намотки жил по длине 70, 100 или 120 мм, считая от торца поясной изоляции, соответственно при диаметре кабеля до 25, 40 и 55 мм покрывается толстым слоем полихлорвинилового лака-пасты № 1 и 2. Лак наносят только на ту часть поверхности жил, которая обращена внутрь кабеля, а также заполняют и внутреннее пространство между жилами. Жилы плотно сжимают в один общий пучок и закрепляют бандажом из тафтяной ленты и шпагата.
Внешнюю поверхность пучка сжатых жил на участке длиной 70—120 мм обмазывают слоем лака-пасты. На участок выступающей свинцовой оболочки, а также поясной бумажной изоляции, на которую наложена конусообразная намотка, и участок жил длиной 70—120 мм наматывают обмотку из полихлорвиниловой липкой ленты. Нижняя часть обмотки (у свинцовой оболочки) и концы обмоток на кабельных наконечниках закрепляют бандажами из шпагата диаметром 1 мм. Бандажи должны находить на кабельные наконечники на 0,9 длины их цилиндрической части. Ширина бандажа в корешке заделки, располагаемого симметрично к торцу свинцовой (алюминиевой) оболочки кабеля, берется равной двукратному внешнему диаметру заделки в корешке. Поверхность обмотки жил покрывается слоем асфальтового изолирующего лака.
Данный тип заделки имеет ограниченную теплостойкость. Ее рекомендуется применять для кабелей до 1 кв в тех случаях, когда исключена вероятность их продолжительной перегрузки током.
Сухие заделки, выполняемые при помощи липкой и нелипкой стеклоленты и лака марки К-44, отличаются от вышеописанной заделки тем, что в них применяется вместо липкой полихлорвиниловой ленты нелипкая и липкая изоляционные стеклоленты, а вместо полихлорвиниловых лаков — лак марки К-44 и паста, изготовляемая из того же лака.
Для выполнения изолирующих обмоток по жилам и в корешке служит липкая стеклолента. Нелипкая стекло — лента, нарезанная полосками шириной 20 мм из стекло — полотна марки ЛСК-7 применяется для внешнего слоя обмоток. По жилам эта лента наматывается, начиная от контактной части кабельных наконечников, до места выхода жил из обмотки в корешке и далее на 15 мм. Перед наложением нелипкой стеклоленты поверхность ранее намотанной липкой стеклоленты покрывается одним слоем лака К-44.
Приготовление пасты для заполнения корешков заделок из лака К-44 производят за 2—3 дня до употребления следующим образом. Банку с лаком помещают в сосуд с подогреваемой водой и из лака выпаривают 33% (по весу) растворителя. После этого банку с лаком-пастой плотно закрывают крышкой.
Заделка данного типа имеет ограниченную стойкость в отношении действия влаги и масла, отличается повышенной термостойкостью. Ее рекомендуется применять для предельно нагружаемых и перегружаемых током кабелей на 1 кв при монтаже в сухих помещениях.
Сухие заделки, выполняемые с применением эпоксидных компаундов, являются наилучшими из сухих заделок и характеризуются следующими показателями: температурная стойкость от — 45 до +1OO0C; стойкость в среде с влажностью до 95%; маслостойкость; стойкость в щелочах и кислотах; газонепроницаемость; отсутствие плавкости; стойкость к внутренним давлениям в кабеле до 4—5 атм и более; хорошая механическая стойкость.
Основным материалом является эпоксидный компаунд в виде механической смеси: 100%-ной эпоксидной шпаклевки марки Э-4021 и 8,5% отвердителя № 1 (50%-ный раствор гексометилендиамина в этиловом спирте-ректификате). Этот компаунд отличается высокой диэлектрической прочностью (30—40 кв/мм) и имеет хорошее сцепление со всеми металлами (в том числе со свинцовой и алюминиевой оболочками кабеля), асбестом, деревом, бумагой, целлюлозой, волокнами, термореактивными пластмассами, эбонитом и вулканизированной фиброй. Обладает горючестью и ломкостью по истечении длительного периода эксплуатации. Применяется для кабелей до 10 кв во всех случаях их монтажа.
После разделки конца кабеля (снятия брони), напайки (наварки, напрессовки) кабельных наконечников на жилах, припайки к свинцовой (алюминиевой) оболочке и к броне кабеля заземляющего провода приступают к выполнению монтажных операций.
Свинцовую (алюминиевую) оболочку, оголенные участки жил и цилиндрическую часть кабельных наконечников тщательно очищают и обезжиривают от пропитывающего состава авиационным бензином.
Приготовляют компаунд из эпоксидной шпаклевки Э-4021 и отвердителя. Помешивание производят деревянной или металлической мешалкой до исчезновения отвердителя с поверхности шпаклевки.
Торцы цилиндрической части кабельных наконечников и оголенные участки жил покрывают эпоксидным компаундом. У наконечников делают конусные выравнивающие уплотнения с покрытием каждого слоя эпоксидным компаундом.
Цилиндрическую часть наконечников, выравнивающее конусное уплотнение у наконечников, бумажную изоляцию жил по всей длине покрывают слоем эпоксидного компаунда, а затем обматывают в три слоя киперной или тафтяной лентой шириной 15—20 мм с 50%-ным перекрытием. Каждый слой обмотки покрывают эпоксидным компаундом. Ленты из лакоткани и стеклоткани не находят применения ввиду неудовлетворительного сцепления с ними эпоксидного компаунда.
На корешок заделки надевают съемную форму, которая внутри смазывается минеральным или силиконным маслом и заливается эпоксидным компаундом. Удаление формы производится после затвердения компаунда, который наступает примерно через сутки.
Включение заделок под нагрузку при окружающей температуре до 10°С рекомендуется производить через трое суток после окончания монтажа. При более высокой температуре этот срок может быть снижен.
Надо помнить, что компаунд до момента затвердения ядовит. Поэтому приготовление эпоксидного компаунда из шпаклевки и отвердителя необходимо выполнять в резиновых (медицинских) перчатках и в предохранительных очках с кожаным ободком.
Источник
Концевые заделки кабелей
 Концевая заделка осуществляется для герметизации кабеля в непосредственной близости от места присоединения его токопроводящих жил к аппаратам, шинопроводам распределительных устройств и другим элементам электроустановки.
Концевая заделка осуществляется для герметизации кабеля в непосредственной близости от места присоединения его токопроводящих жил к аппаратам, шинопроводам распределительных устройств и другим элементам электроустановки.
В настоящее время применяют следующие виды концевой заделки кабелей на напряжение до 10 кВ: в стальной воронке, резиновой перчатке, эпоксидные, а также из поливинилхлоридных лент.
Концевая заделка кабелей в стальных воронках (типовое обозначение КВБ) до настоящего времени широко используется для электрооустановок с напряжением до 10 кВ, располагаемых в сухих отапливаемых и неотапливаемых помещениях. Такая заделка может быть трех исполнений:
КВБм — с овальной малогабаритной воронкой, не имеющей крышки и монтируемой без фарфоровых втулок,
КВБк — с круглой воронкой, на выходе которой жилы кабеля располагаются по вершинам равностороннего треугольника (под углом 120°),
КВБо — с овальной воронкой, на выходе которой токопроводящие жилы кабеля располагаются в один ряд.
Заделки КВБо и КВБк применяются для оконцовки кабелей, рассчитанных на напряжение до 10 кВ, с токопроводящими жилами любых сечений, при оконцовке кабелей на напряжения 3, 6 и 10 кВ воронку монтируют с крышкой и фарфоровыми втулками, а при оконцовке кабелей на напряжение до 1 кВ — без крышки и втулок.
Заделку концов кабелей в стальной воронке используют чаще всего потому, что материалы, необходимые для изготовления и заливки воронок, всегда имеются в любом электрохозяйстве. Для заделки трехжильных кабелей на напряжение до 1 кВ с сечением до 3 х 120 мм2 и четырехжильных кабелей с сечением до 4 х 95 мм2 применяются преимущественно овальные малогабаритные стальные воронки КВБм. Заделку производят в следующем порядке.
Подлежащую монтажу стальную воронку очищают от грязи, надевают на кабель (рис. 1, а) и сдвигают по нему (предварительно обмотав его бумагой для предохранения воронки от загрязнения). Выполнив разделку конца кабеля, разогревают массу марки МП-1 до 120. 130 °С и тщательно прошпаривают разделанный участок.
Изолируют жилы липкой поливинилхлоридной лентой (рис. 1, б), накладывая ее с полуперекрытием витков. Надвигают воронку на разделанный конец кабеля (рис. 1, в), разводят в ней жилы. Затем, отметив место расположения на кабеле горловины воронки, ее вновь сдвигают.
Далее, прикрепив проволочным бандажом провод заземления к оболочке и броне кабеля, припаивают его (рис. 1, г. е). Удалив оставшийся кольцевой поясок над изоляцией, а затем на броне кабеля (в месте, где должна находиться горловина воронки), подматывают конусообразно несколько слоев смоляной ленты (рис. 1, ж) для более плотной насадки горловины воронки.
Через середину подмотки (после 3. 4 слоев) пропускают провод заземления. Воронку надвигают на место, с усилием насаживая на подмотку, и закрепляют на конструкции вертикально хомутами, к которым затем крепят провод заземления (рис. 1, з).
К концам жил кабеля припаивают или приваривают наконечники, выгибают жилы кабеля так, чтобы они были отдалены друг от друга и от стенок воронки на равные расстояния, а затем, подогревая воронку до 35. 50 °С, заливают ее горячей кабельной массой. По мере остывания и усадки кабельную массу в воронку доливают так, чтобы ее окончательный уровень был ниже края воронки не более чем на 10 мм.
Для предохранения от коррозии воронку, хомут и поддерживающую конструкцию окрашивают эмалевой краской. Воронку маркируют, указывая на ней номер и сечение кабеля.
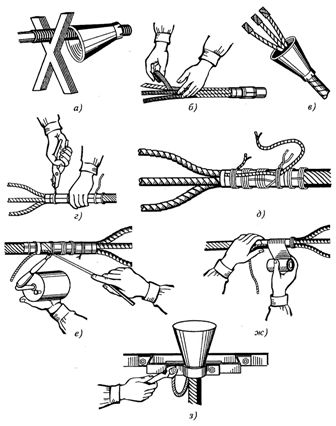
Рис. 1. Последовательность операций (а. з) заделки кабеля в стальной воронке
Концевая заделка кабелей в резиновые перчатки (типовое обозначение КВР) допускается в помещениях с нормальной средой при разности уровней расположения концов кабелей не более 10 м и применяется для трехжильных кабелей, рассчитанных на напряжение до 1 кВ, с сечением жил до 240 мм2 и четырехжильных кабелей с сечением жил до 185 мм2. Резиновые перчатки изготавливаются из найритовой резины марки ПЛ-118-11.
Выполнив разделку конца кабеля, монтаж заделки КВР (рис. 2) производят в следующем порядке. Сначала на разделанные жилы 4 кабеля накладывают вразбежку несколько слоев подмотки 2 из липкой поливинилхлоридной ленты для закрепления бумажной изоляции и скругления ее острых краев с целью облегчения их прохождения через трубки 3 и отростки (пальцы) 14 перчатки.
Отгибают плоскогубцами в несколько приемов корпус (тело) 75 перчатки по всей окружности на участке, равном приблизительно ширине хомута 6 (25. 30 мм в зависимости от типоразмера перчатки).
Участок оболочки 9 кабеля между двумя кольцевыми надрезами удаляют и на оголенный участок поясной изоляции 12 накладывают бандаж 13 из суровых ниток, затем создают шероховатость на, отогнутом участке корпуса 15 перчатки, для чего, протерев его тряпкой, смоченной в бензине, обрабатывают драчевым напильником или щеткой из кардоленты. Участок оболочки, на который будет, приклеена перчатка, зачищают до блеска, а затем протирают тряпкой, смоченной бензином.
Далее покрывают тонким слоем клея № 88Н отогнутую часть корпуса перчатки и участок оболочки. Если диаметр оболочки меньше внутреннего диаметра перчатки, на оболочку наматывают ленту из маслостойкой резины, каждый слой которой тоже промазывают клеем. Через 5. 7 мин, необходимых для подсыхания клея, загибают корпус перчатки на подмотку из ленты. Глубина насадки перчатки на оболочку Е должна быть 30. 35 мм.
Закрепляют корпус перчатки на оболочке специальным хомутом или двумя бандажами из четырех витков медной или мягкой стальной оцинкованной проволоки диаметром 1 мм (предварительно намотав на корпус в местах их установки два слоя прорезиненной ленты).
Перевязав временно хлопчатобумажной или прорезиненной лентой резиновые трубки непосредственно у перчатки, чтобы предохранить поясную бумажную изоляцию от повреждений, разводят и выгибают жилы кабеля.
Отгибают концы трубок, изолирующих жилы, на участке, равном длине трубочной части наконечника 1 плюс 8 мм, подготавливая таким образом жилы кабеля для оконцовки. Чтобы облегчить отгибание трубок, наружные поверхности этих участков сма¬тывают вазелином или смазочным маслом.
Напрессовывают, наваривают или напаивают наконечники на концы токопроводящих жил, а затем протирают их цилиндрическую (трубчатую) часть тряпкой, смоченной бензином.
Придают драчевым напильником или стальной щеткой шероховатость отогнутой части трубки, предварительно протерев ее тряпкой, смоченной бензином, а затем наносят на нее тонкий слой клея № 88Н.
Закладывают валики, смотанные из маслостойкой резиновой ленты и промазанные клеем № 88Н, в лунки наконечников, образованные при опрессовке способом местного вдавливания. Если диаметр цилиндрической части наконечника меньше внутреннего диаметра трубки, т. е. между ними есть зазор, на наконечник наматывают столько слоев маслостойкой резины, предварительно протертой бензином и промазанной клеем № 88Н, сколько необходимо для ее полного устранения. Для уплотнения отворачивают трубку на цилиндрическую часть наконечника.
Уплотнение можно произвести и с помощью приклеивания отрезка трубки такой длины, чтобы он полностью покрывал цилиндрическую часть наконечника и заходил на основную трубку на расстояние, равное двум ее диаметрам. При этом склеиваемым поверхностям трубок (основной и отрезка) сначала придают шероховатость, протирают их тряпками, смоченными бензином, покрывают клеем № 88Н и дают высохнуть. Затем на внутреннюю поверхность отрезка трубки повторно наносят толстый слой клея № 88Н и сразу насаживают его на наконечник.
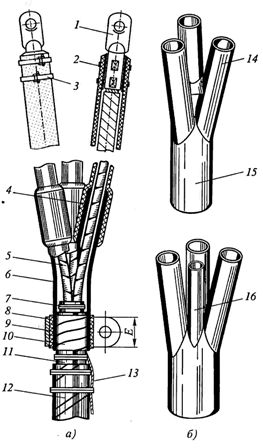
Рис. 2. Конструкция заделки КВР (а) и вид резиновых перчаток для трехжильных и четырехжильных кабелей (б): 1 — наконечник, 2, 11 — подмотки из поливинилхлоридной ленты, 3 — резиновая трубка из найрита, 4— жила кабеля, 5— перчатка, 6 — хомут, 7— провод заземления, 8 — броня, 9 — оболочка кабеля, 10— уплотнение маслостойкой резиновой лентой, 12 — поясная изоляция, 13 — бандаж, 14 — палец перчатки, 15 — тело перчатки, 16 — отросток для четвертой жилы четырехжильного кабеля
При оконцовке жил сваркой с применением литых наконечников марки ЛА на оголенный участок жилы подматывают ленту из маслостойкой резины с переходом ее витков на наконечник и изоляцию жил. Допускается также уплотнение этой подмотки сплошным бандажом из крученого шпагата диаметром 1,5. 2 мм, который затем покрывают асфальтовым лаком.
Наиболее распространенные способы уплотнения резиновых трубок на наконечниках показаны на рис. 3. Резиновые трубки 1 закрепляют на корпусе наконечника специальным бандажом 3 или четырьмя витками медной проволоки диаметром 1 мм.
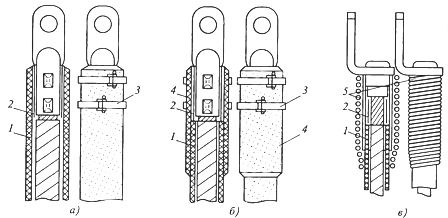
Рис. 3. Способы уплотнения резиновых трубок на алюминиевом наконечнике: а — с предварительным отворачиванием трубки, б — с помощью отрезка трубки, в — крученым шпагатом на литом наконечнике, 1 — резиновая трубка, 2 — подмотка лентой из маслостойкой резины, 3, 5 — бандажи из стальной полоски и шпагата, 4 — муфточки из резиновой трубки
Концевая заделка кабелей эпоксидным компаундом отличается простотой исполнения, надежностью, высокой электрической и механической прочностью, безопасностью и термостойкостью (рабочая температура такой заделки от -50 до +90 °С).
Она имеет общее типовое обозначение КВЭ и применяется для оконцовки силовых кабелей, рассчитанных на напряжение до 10 кВ и используемых внутри любых помещений, а также в наружных электроустановках при условии защиты от непосредственного воздействия атмосферных осадков и солнечных лучей.
Корпус эпоксидной заделки образуется после застывания эпоксидного компаунда, залитого в коническую форму, временно надеваемую на конец кабеля.
Заделка с эпоксидным корпусом (рис. 4) может быть следующих исполнений:
КВЭн — с трубками из найритовой резины на жилах для применения в сухих помещениях,
КВЭд — с двухслойными (нижний слой из поливинилхлорида, верхний из полиэтилена) трубками на жилах для применения в сырых помещениях и районах с тропическим и субтропическим климатом,
КВЭп — с выводом из корпуса изолированных проводов, припаянных внутри к многопроволочным жилам кабеля, рассчитанного на напряжение до 1 кВ, для применения в сырых помещениях и районах с тропическим и субтропическим климатом,
КВЭз — с трубками из найритовой резины на однопроволочных жилах кабелей, рассчитанных на напряжение до 1 кВ, и устройством «замков» внутри корпуса для использования в сырых помещениях и районах с тропическим и субтропическим климатом.
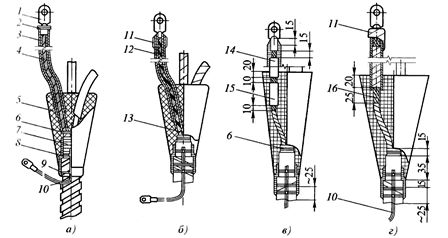
Рис. 4. Концевая эпоксидная заделка кабелей различного исполнения: а — КВЭн, б — КВЭд, в — КВЭп, г — КВЭз, 1 — наконечник, 2 — бандаж или хомут, 3 — трубка из найритовой резины, 4 — токопроводяшая жила в заводской изоляции, 5 — корпус из эпоксидного компаунда, 6 — бандаж из суровых ниток на поясной изоляции, 7 — оболочка кабеля, 8 — двухслойная подмотка, 9 — проволочный бандаж провода заземления, 10 — провод заземления, 11 — подмотка из хлопчатобумажной ленты с промазкой эпоксидным компаундом, 12 — двухслойная трубка, 13 — изолированный провод, 14 — место соединения жил пайкой, 15 — подмотка из липкой поливинилхлоридной ленты, 16 — оголенный участок жилы
Помимо перечисленных применяются также заделки КВЭо без эпоксидного отлитого корпуса, а с подмоткой из хлопчатобумажных лент, склеиваемых эпоксидным компаундом, они предназначены для концевой заделки одножильных кабелей, рассчитанных на напряжение до 1 кВ, при тех же условиях, что и заделки КВЭн и КВЭд.
К монтажу заделок приступают после разделки кабеля, выполняемой в соответствии с общими указаниями. Размеры разделок кабеля для заделок КВЭп и КВЭз определяются с использованием рис. 5 и табл. 1.
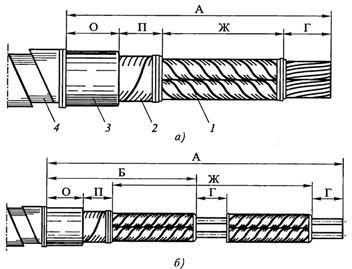
Рис. 5. Разделка кабеля для монтажа заделок КВЭп (а) и КВЭз (б): 1 — жила в заводской изоляции, 2 — поясная изоляция, 3 — оболочка, 4 — броня кабеля
Особенность заделки КВЭп состоит в том, что из нее выходят не токопроводящие жилы кабеля, а присоединенные к ним отрезки изолированного провода. Выполняется она следующим образом. Подбирают отрезок изолированного провода требуемой длины с сечением, соответствующим сечению жилы кабеля, зачищают его концы, подготавливая для присоединения одного из них к жиле кабеля, а другого — к наконечнику.
Таблица 1 Размеры разделок кабелей для монтажа заделок КВЭп и КВЭз
| Типоразмер заделки | Размеры отрезков разделки, мм (см. рис. 5) | ||||
| А | О | П | Г | Б | |
| КВЭп-1, КВЭп-2 | 170 | 35 | 20 | 40 | — |
| КВЭп-3, КВЭп-4 | 210 | 50 | 20 | 45 | — |
| КВЭп-5, КВЭп-6 | 240 | 50 | 20 | 50 | — |
| КВЭп-7 | 245 | 50 | 20 | 35 | — |
| КВЭз-1 | Ж+55 | 35 | 20 | — | 90 |
| КВЭз-2, КВЭз-3 | Ж+55 | 35 | 20 | 25 | 95 |
| КВЭз-4, КВЭз-5 | Ж+55 | 35 | 20 | 25 | 120 |
1. Длина разделанных жил кабеля (отрезок Ж) принимается в зависимости от условий прокладки и присоединения, но не менее 150 мм.
2. Отрезок Г для заделки КВЭз определяется в зависимости от способа оконцовки жил.
Зачищенные концы медной жилы кабеля и медного провода обезжиривают, вводят в соединительную медную гильзу и припаивают, вливая в нее припой марок ПОС-30 или ПОС-40. Алюминиевую жилу кабеля соединяют с алюминиевым проводом в алюминиевой гильзе пайкой, поливом или опрессовкой.
После соединения жилы кабеля с проводом на оголенный участок накладывают подмотку из липкой поливинилхлоридной ленты, припаивают к броне и лентам провод заземления, а затем обезжиривают ацетоном жилы и оболочку участка заделки, чтобы обеспечить лучшее сцепление с эпоксидным компаундом.
На подготовленный конец кабеля устанавливают съемную конусную форму так, чтобы жилы кабеля находились на расстоянии не менее чем на 6. 7 мм от любой точки ее края, а участок пайки оказался внутри. Форму заливают эпоксидным компаундом, а после его отверждения удаляют.
Эпоксидная заделка КВЭз (см. рис. 4, г) отличается от заделки КБЭп тем, что на однопроволочных сплошных жилах кабеля оставляют свободные от изоляции участки Г длиной 25 мм, называемые замками (см. рис. 5). На жилы с оголенными участками надевают трубку из найритовой резины такой длины, которая позволит один ее конец натянуть на цилиндрическую часть наконечника, а другой — погрузить в эпоксидный корпус заделки на глубину не менее 20 мм.
При установке и заливке формы эпоксидным компаундом заделки КВЭз соблюдают те же требования, что и при выполнении заделки КВЭп.
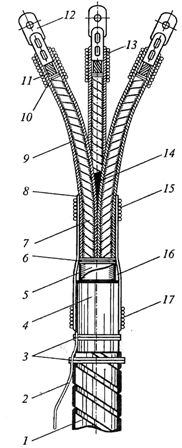
Рис. 6. Концевая заделка КВВ: 1 — броня кабеля, 2 — провод заземления, 3 — проволочные бандажи на броне и оболочке, 4— оболочка кабеля, 5— изоляция заводского изготовления, 6 — бандаж из хлопчатобумажной пряжи на поясной изоляции, 7 — жила в заводской изоляции, 8 — поясная стаканообразная подмотка, 9 — подмотка жил, 10 — бандаж из хлопчатобумажной пряжи на жильной изоляции, 11 — оголенный участок жилы, 12 — кабельный наконечник, 13, 15, 17 — бандажи, 14 — заполняющий состав, 16 — выравнивающая подмотка
Концевая заделка кабелей поливинилхлоридными лентами
Концевые заделки из поливинилхлоридных лент и лаков (типовое обозначение КВВ) применяются для кабелей с бумажной изоляцией, рассчитанных на напряжение до 10 кВ и используемых внутри помещений, а также в наружных установках при температуре окружающего воздуха не выше 40 °С и при условии защиты от непосредственного воздействия атмосферных осадков и солнечных лучей.
Заделка КВВ применяется при разности уровней высшей и низшей точек расположения кабеля на трассе не более 10 м, в противном случае используется заделка КВВ специального исполнения. Монтаж заделок КВВ производят при окружающей температуре не ниже 5 °С.
Заделка КВВ (рис. 6) выполняется липкой (первое исполнение) или нелипкой (второе исполнение) поливинилхлоридной лентой с применением соответственно составов № 1 (покровного) или № 2 (заполняющего), Поливинилхлоридная липкая (с подклеивающим слоем) лента имеет толщину 0,2. 0,3 мм и ширину 15. 20 мм, а нелипкая лента толщину 0,4 мм и ширину 25 мм. Размеры разделки кабеля для заделки КВВ определяются с использованием табл. 2 и рис. 5, а.
Кабельные наконечники приваривают, припаивают или напрессовывают на концы жил кабеля.
При оконцовке жил кабеля опрессовкой наконечника способом местного вдавливания применяют только трубчатые наконечники, имеющие заводскую герметизацию. Перед опрессовкой на алюминиевой жиле кабеля очищают внутреннюю поверхность наконечника ершиком из стальных проводок и смазывают кварцевазелиновой пастой.
Сняв с концов жил изоляцию на длине, равной длине трубчатой части наконечника, и зачистив их щеткой из кардоленты до металлического блеска, зачищенный участок также смазывают кварцевазелиновой пастой.
После такой подготовки надевают наконечник до упора на жилу и, вложив его в опрессовочный механизм с заранее подобранными пуансоном и матрицей, опрессовывают. Лунки, получившиеся на трубчатой части наконечника после опрессовки, протирают тряпкой, смоченной бензином, смазывают составом № 2, а затем заполняют моточками поливинилхлоридной ленты и поливинилхлоридным составом № 2.
Объем и форма моточка ленты должны соответствовать глубине и форме лунки. Моточек впрессовывают в лунку, а затем покрывают составом № 2.
Уступы, образовавшиеся в местах переходов от внешней поверхности цилиндрической части кабельных наконечников к изоляции жил, выравнивают подмоткой из поливинилхлоридной ленты шириной 7,5 мм, для чего ролик ленты шириной 15 мм разрезают пополам. Таким же образом выравнивают уступ в месте перехода от свинцовой или алюминиевой оболочки к поясной изоляции.
Таблица 2. Размеры разделки кабеля для монтажа заделки КВВ
| Типоразмер заделки | Сечение жил, мм2, для кабелей на напряжение, кВ | Размеры отрезков разделки, мм (см. рис.4, а) | ||||
| 1 | 6 | 10 | А | О | П | |
| КВВ-1 | До 25 | — | — | Ж+65 | 30 | 15 |
| КВВ-2 | 35. 50 | 10. 25 | — | Ж+70 | 50 | 20 |
| КВВ-3 | 70. 95 | 35. 50 | 16. 25 | Ж+105 | 80 | 25 |
| КВВ-4 | 120. 150 | 70. 95 | 35. 70 | Ж+105 | 80 | 25 |
| КВВ-5 | 185 | 120. 150 | 95. 120 | Ж+125 | 100 | 25 |
| КВВ-6 | 240 | 185 | 150 | Ж+125 | 100 | 25 |
| КВВ-7 | — | 240 | 185 | Ж+125 | 100 | 25 |
| КВВ-8 | — | — | 240 | Ж+125 | 100 | 25 |
1. Длина разделанных жил (отрезок Ж) принимается в зависимости от условий присоединения, но не менее 150 мм для кабеля на напряжение 1 кВ, 250 мм — на 6 кВ и 400 мм при 10 кВ.
2. Отрезок Г определяется в зависимости от способа оконцовки жил.
Далее протирают наружные поверхности изоляции жил и поясной изоляции тряпкой, слегка смоченной бензином, и каждую жилу от поясной изоляции до контактной части наконечника подматывают поливинилхлоридной лентой (в три слоя при сечении жил до 95 мм2 и в четыре слоя при сечении 120 мм2 и выше).
Слои поливинилхлоридной ленты накладывают с 50 %-ным перекрытием предыдущего витка (вполнахлеста) и с натяжением, при котором лента вытягивается с уменьшением первоначальной ширины не более чем на 1/4. Последний слой подмотки каждой жилы выполняется с заходом на всю ступень свинцовой или алюминиевой оболочки.
Подмотку каждой жилы покрывают с помощью кисти толстым слоем состава № 2 на участках длиной 70, 100 или 120 мм (считая от торца поясной изоляции) при диаметрах кабеля по оболочке соответственно до 25, 40 и 55 мм. Состав наносят на ту часть поверхности каждой жилы, которая обращена вовнутрь.
При помощи кисти или деревянной лопатки составом № 2 заполняют внутреннее пространство между жилами. Затем жилы сжимают руками в пучок и закрепляют в этом положении бандажом из хлопчатобумажной ленты на расстоянии 10 мм от участка, покрытого составом № 2.
Наружную поверхность пучка сжатых жил также обмазывают толстым слоем состава № 2 (используя состав, выдавленный при сжатии их в пучок). Количество состава в желобах, образуемых жилами, должно быть таким, чтобы он выступал в виде трех валиков над поверхностью пучка, т. е. нельзя оставлять незаполненные составом пустоты, в которых могут скапливаться воздух и влага.
На участок жил, сжатых в пучок, и на участок оболочки кабеля накладывают поясную стаканообразную подмотку из восьми слоев поливинилхлоридной ленты с 50 %-ным перекрытием (независимо от сечения кабеля и напряжения), а на расстоянии 20 мм от концов этой подмотки и на цилиндрическую часть кабельного наконечника — бандажи из крученого шпагата диаметром 1 мм (табл. 3).
Бандажи покрывают поливинилхлоридным составом № 1 с помощью кисти.
Для повышения влагостойкости внешнюю поверхность заделки покрывают асфальтовым лаком или цветной эмалевой краской.
Временный бандаж из хлопчатобумажной ленты, наложенный на 10 мм выше стаканообразной подмотки, можно удалить после изгибания жил и присоединения их к контактам соответствующего аппарата или шинам распределительного устройства, а также после достаточного высыхания состава № 2.
Кроме того, до высыхания состава № 2 желательно разгрузить заделку от давления пропиточного состава, которое возникает из-за разности уровней расположения концов кабеля. Включение кабеля с вновь смонтированной заделкой под нагрузку допускается не ранее чем через 48 ч после окончания монтажа.
Заделки КВВ с применением нелипкой поливинилхлоридной ленты и жидкого состава № 1 монтируются так же, как и заделки с использованием липкой ленты. При этом каждый слой подмотки (во избежание ослабления плотности его наложения до выполнения следующего слоя) временно закрепляют бандажом из 2—3 нитков суровых ниток.
Таблица 3.Зависимость ширины бандажа от сечения жил кабеля
| Сечение жил, мм2 | 16 | 25 | 35 | 50 | 70 | 95 | 120 | 150 | 185 | 240 |
| Ширина бандажа, мм | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 65 | 70 | 75 |
Поверхность каждого слоя подмоток покрывают сначала одним, а после его высыхания — вторым слоем состава № 1. Наложение следующего слоя ленты ведется по третьему слою состава № 1, который наносится не сразу по всей длине, а постепенно участками длиной по 100 мм.
Заделки КВВ специального исполнения используют при больших разностях уровней расположения концов кабеля. Они отличаются от заделок первого и второго исполнений тем, что подмотку на изоляции жил выполняют из пяти слоев поливинилхлоридной ленты, а уплотнение корешка заделки — эпоксидным компаундом вместо поливинилхлоридного состава № 2.
В заделках КВВ специального исполнения выравнивающую подмотку между наконечником и изоляцией жил производят хлопчатобумажной лентой с обильной обмазкой каждого витка эпоксидным компаундом.
Источник

