- Какой кабель нужен для сварочного аппарата 220 Вольт?
- Требования
- Подходящие марки, кабельные виды
- Выбор сечения, длины
- Кабель для подключения сети
- Кабель для сварочного аппарата: марки, характеристики, как выбрать
- Марки сварочного кабеля и их характеристики
- Как выбрать сварочный кабель
- Какой должна быть жила сварочного кабеля
- Сечение сварочного кабеля
- Требования к гибкости кабеля
- Изоляция кабеля
- Длина сварочного кабеля и можно ли его увеличивать
Какой кабель нужен для сварочного аппарата 220 Вольт?
Сварка считается отличным способом соединения деталей с помощью оплавления металлов сварочной дугой. Такой тип соединения называется дуговой сваркой. Но, для того чтобы провести работы, нужно знать тонкости — полярность с видом тока, электродом, самим кабелем. Последний нужен, чтобы подключать сварочный инвертор к электроисточнику. Ниже представлены моменты выбора кабеля для сварочного аппарата на 220 Вольт.
Требования
При выборе кабеля для подключения сварочного аппарата, нужно учитывать особенности оборудования. Как правило, сварочные аппараты работают на 10-20 амперах. При этом сварщик в своей работе выполняет разные задачи и, чтобы транспортировать оборудование, кабель нужно сворачивать. Отсюда выходит, что кабель должен обладать:
- гибкостью для обеспечения удобства в работе с электродом, горелкой;
- толстой изоляцией, устойчивостью, морозостойкостью;
- многократной изгибаемостью, сматываемостью, разматываемостью во время транспортировки.
Сварка должна происходить под пониженным напряжением. Поэтому провод должен иметь толстую текстуру для минимизации напряжения, потери.
Подходящие марки, кабельные виды
Самым лучшим вариантом для сварочного аппарата считается кабель КГ . Это проводник гибкого одножильного строения, имеющий многопроволочную жилу и резиновую изоляцию. Не менее лучшим вариантом является КОГ . Он отличается повышенной гибкостью. Есть проводник КС. В названии провода может встречаться буква Т, КХ, П или ХЛ. Проводник с маркировкой Т обладает тропическим исполнением, КХ или ХЛ маркировкой оснащен морозоустойчивостью, при -60 градусах. Приставка П — дополнительная жильная оболочка из полимерного материала.
Выбор сечения, длины
Кабельное сечение подбирается по току. При увеличенной длине, не изменяющемся сечении возрастает сопротивление кабеля с его индуктивностью. При выборе чрезмерно длинного кабеля, не потребуется делать намотку в катушку при сварке, при выборе короткого — потребуется постоянное перемещение аппарата. Если нет необходимости в сварке больших объемов, оптимально выбирать длину кабеля в 10 метров. Аппарат рекомендуется подключить к сети, используя удлинитель.
Кабель для подключения сети
Кроме подключения электрода и массы к сварочному аппарату, необходимо использовать кабель для подключения прибора к электрической сети. Вне зависимости от типа аппарата, инвертора или трансформатора, ток от сварки может быть больше 100 ампер. Питающий ток достигает 30 ампер. Поэтому, чтобы его питать, не нужно использовать толстый кабель, как для электрического держателя. Кабель необходимо рассчитывать, отталкиваясь от промежутка, точки подключения до электрической сети. Если на объекте не присутствует заземления, необходимо использовать проводник с двумя электрическими жилами. Если подключение происходит к заземленному электрическому источнику, потребуется применять источник с тремя жилами.
Чтобы было удобно, достаточно использовать силовой кабель, достигающий в длину 5 метров. Чтобы переносить проводник по территории объекта, рекомендуется применять переноску длиной 10 метров. Чтобы аппарат уверенно функционировал, необходимо брать кабель, имеющий сечение в 4 квадратных миллиметра.
При использовании длинной переноски, следует приобрести удлинитель с катушкой. Тогда кабель не будет спутывать ноги и сможет прослужить долго. Но в катушке будет происходить его охлаждение плохо. Поэтому во избежание перегрева рекомендуется выбирать сечение прозапас.
Для промышленного трехфазного аппарата на 220 вольт необходимо использовать четырехжильный тип медного кабеля, имеющего 4-6 миллиметровое сечение. Также можно применить алюминиевый кабель с сечением в 16 квадратных миллиметров. Обязательно следует проверить правильность подключения.
В заключение стоит отметить, что кроме выбора проводника, нужно его правильно подключить. Подсоединить его можно через кабельные наконечники, опрессовав или припояв концы. Чтобы удлинить и стыковать некоторые отрезки нужно использовать гильзы, кроме скрутки. Не нужно покупать проводники, имеющие большую длину и сечение. Не следует превышать допустимый ток через провод. Удлинитель, имеющий катушку, будет незаменим при частом перемещении сварщика по объекту. Также следует знать, что в сварочных инверторах подключать провода можно байонетными разъемами. Это нужно учесть при покупке, дальнейшем подключении.
Источник
Кабель для сварочного аппарата: марки, характеристики, как выбрать

Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Марки сварочного кабеля и их характеристики
Поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва вникнем, какие существуют сварочные кабели и в чем их отличия.
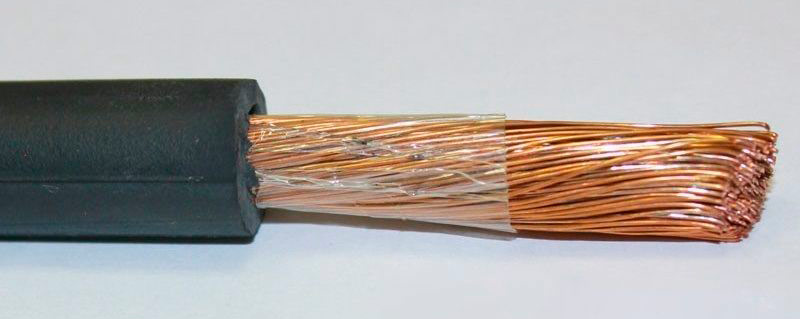
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.

Cварочный кабель КГ.
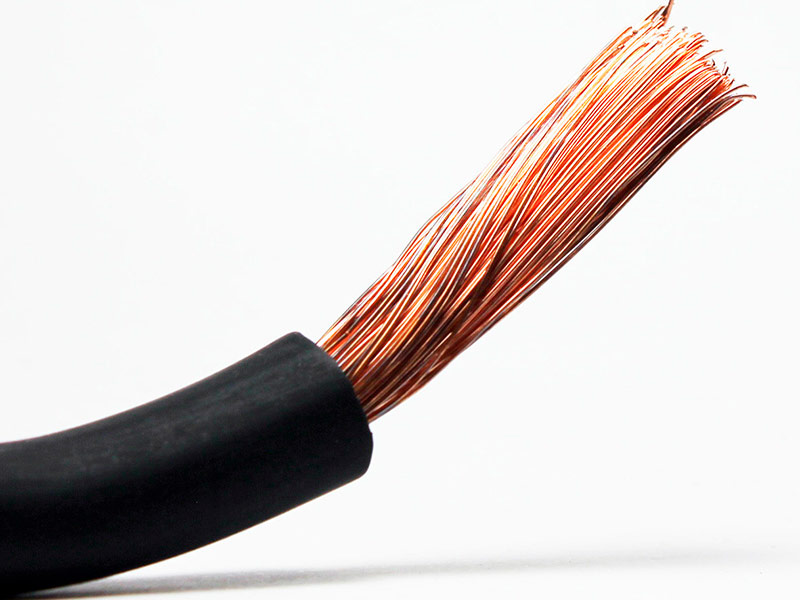
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Сварочный кабель КГ-ХЛ.
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40. +40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.

Сварочный кабель КВС.
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Как выбрать сварочный кабель
Разобравшись в маркировке товаров, перейдем к практичным советам по выбору. Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Какой должна быть жила сварочного кабеля
Сварочный кабель, присоединяемый от аппарата к держателю и массе, может быть одножильным (например, 1х16). Первая цифра означает, что в разрезе у него сердечник общий, не разделенный на две или три изолированные линии под единой оболочкой. Такое исполнение уменьшает нагрев и содействует ускоренной передаче напряжения от источника к держателю.

Одножильный сварочный кабель.
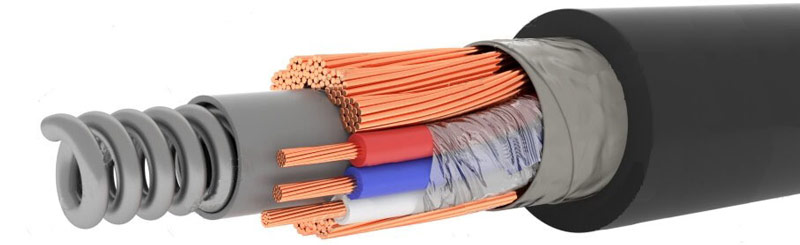
Многожильные кабеля обозначаются 11х30, где первая цифра указывает на наличие 11 раздельных жил. Такое исполнение применяется на промышленных установках, использующих напряжение 500 А и выше.

Многожильный сварочный кабель.
Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.

Алюминиевый сварочный кабель.
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.

Медный сварочный кабель.
Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться.
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице.
| Сила тока, А | Сечение кабеля, мм² |
|---|---|
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120, 11х95 |
| 600 | 1х185 и выше |
Если Вы варите «двоечкой» на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку». Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Требования к гибкости кабеля
Для сварки требуется кабель с гибкостью не ниже 4-го класса. Более жесткие провода будут выкручивать руки сварщику, их труднее сматывать для транспортировки, неудобно манипулировать держателем при ведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5-му классу гибкости. У него диаметр «волоска» составляет 0.41 мм. Товары с маркировкой КОГ относятся к 6-му классу. Повышенная гибкость достигается за счет диаметра «волоска» 0.21 мм.
Изоляция кабеля
Оболочка кабеля изготавливается согласно ГОСТ 23286-78. Изоляция не должна быть тоньше 1.1-1.2 мм, чтобы надежно защищать токоведущую часть от оголения. Выпускают наружную обмотку из резины с добавлением различных компонентов. На ощупь она должна быть мягкой и гибкой. Класс изоляции обозначается буквами и указывает на максимальную температуру нагрева, которую способна выдержать оболочка.
Например: индекс F подразумевает 150 градусов, а Н — 180.
Длина сварочного кабеля и можно ли его увеличивать
Длина сварочного кабеля влияет на удобство перемещения сварщика, когда работы ведутся вдоль длинной конструкции (например забора) или на высоте. Тогда аппарат можно реже переставлять, и передвигаться только с держателем в руке. Для стационарной деятельности достаточно 2 метров на массу и 3 метра на держатель. Для цеха лучше купить на электрододержатель 5 метров.
Но удлинять кабеля по своему произволу нельзя. Увеличение длины повышает сопротивление, а значит сила тока будет снижаться.
Максимальная длина рассчитывается по формуле:
Максимальный сварочный ток деленный на 100 = множитель.
Например, аппарат с показателем 160 А:100=1.6.
Сечение существующего кабеля нужно разделить на полученный множитель. Имеем кабель 1х25 мм². Если 25 разделить на 1.6, то получим 15 метров. Это максимальная длина, которую требуется разбить на массу и держатель, например 10 и 5 м. Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А. Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Чтобы дорастить кабель, применяют медную опрессовку. Это обеспечивает плотный контакт и отсутствие перегрева. Скрутки не допускаются, поскольку создают дополнительное сопротивление.

Пример соединения кабеля опрессовкой.
Применяя эти советы получится выбрать сварочный кабель, точно соответствующий мощности аппарата и предстоящим задачам.
Источник

