- Монтаж окрасочно-сушильной камеры
- Электрооборудование, свет, освещение
- Предназначение окрасочно-сушильной камеры
- Конструкция окрасочно-сушильной камеры
- Способы установки
- Приточная вентиляция
- Система обогрева
- Система освещения
- Вытяжная вентиляция
- Виды окрасочно-сушильных камер
- Принцип работы окрасочно-сушильной камеры
- Режим покраски
- Режим выдержки
- Режим сушки
- Режим продувки
- Изготовление окрасочно-сушильной камеры
- Вопросы безопасности
Монтаж окрасочно-сушильной камеры

Нас часто спрашивают — «сколько времени занимает монтаж покрасочной камеры?», — «что необходимо подготовить для того, чтобы установить покрасочную камеру?» и — «в какие сроки производится их установка?»
На эти вопросы мы решили ответить в этой статье и подойти к делу с профессиональной точки зрения. Итак, начнем.
Допустим, что вы уже определились с выбором покрасочной или окрасочно-сушильной камеры. Прежде чем заказывать камеру, вам необходимо определиться с местом её установки (гараж, ангар, улица и т.д.). После того, как определились с выбором установки самой камеры, вам необходимо рассчитать, где необходимо расположить агрегатную группу, которая может устанавливаться слева, справа или сзади камеры. Агрегатная группа — это самая важная часть камеры, и вам необходимо ответственно подойти к решению вопроса о месте её установки, учитывая габариты, будущую вытяжку и установку металлического основания.
Далее вам необходимо подготовить или сделать ровный бетонный пол, на который будет установлена камера. Важно учесть габаритные размеры, высоту на уровнем земли и толщину бетона, чтобы его было достаточно для сборки камеры, решетчатого пола и установки подъездных трапов. Также необходимо рассчитать снаряженный вес, для выдерживания нагрузки покрасочной камеры вместе с автомобилем для исключения повреждения бетонного пола и искривления металлического основания камеры.
Итак у вас все подготовлено, рассчитано, и можно приступать к монтажу камеры. Мы решили вкратце показать вам, как происходит монтаж окрасочно-сушильной камеры на примере проекта установки одной из самых распространенных моделей Guangli GL3, которую мы устанавливали в Челябинске. В среднем сборка такой камеры занимает 3-5 дней, в зависимости от количества персонала, габаритного размера камеры, условий монтажа и подготовленного материала.
Сборка металлического основания на подготовленную поверхность.

Перед тем, как приступить к сборке, мы расчистили поверхность и примерно расположили опорные металлические балки, на которых располагаются (вернее встраиваются) блоки решетчатого пола и опирается сама камера. Далее происходит скрепление конструкции с помощью комплектующих.
Сборка стеновых панелей, пола и освещения.

После установки металлического основания, производится установка стеновых панелей, освещения, решетчатого пола и сервисной двери. Этот процесс самый долгий и требует к себе тщательного внимания. Благо не бывает проблем с подгонкой деталей и элементов, так как все это уже рассчитано на заводе-изготовителе и спроектировано для более удобного монтажа.
Установка металлического основания для агрегатной группы.

В нашем случае двух-моторная агрегатная группа располагается слева от входа и, для её установки, необходимо металлическое основание. Расчищаем поверхность и скрепляем агрегатное основание с основанием камеры. Далее устанавливаем и подключаем агрегатную группу со всеми узлами связи покрасочной камеры.
Установка въездных ворот.

Далее происходит монтаж въездных ворот покрасочной камеры и подготовка к завершению проекта. Обычно на данном этапе устанавливают специальные въездные трапы, которые позволяют автомобилю беспрепятственно въехать внутрь камеры. Но в данном случае внешнюю поверхность сровняют до уровня пола камеры, засыпав её землёй или залив бетонную стяжку.
Проверка всех узлов и агрегатов.
Это завершающий этап в монтаже окрасочной камеры, в котором необходимо проверить все узлы освещения, работоспособность агрегатной группы, поддержки температуры в помещении и т.д. Это необходимо для того, чтобы камера работала правильно и служила вам долго и без поломок.
Завершение монтажа.

Теперь камера готова к эксплуатации и рада принимать автомобили для нанесения качественной и сияющей краски в лучших условиях!
Источник
Электрооборудование, свет, освещение

Для проведения качественных окрасочных работ при условии соблюдения всех мер безопасности требуется соответствующее оборудование и вспомогательные средства. Все оборудование, в том числе места для подготовительных работ и окрасочные камеры, вентиляторы и компрессоры, все инструменты и шлифовальные машинки, должно подбираться самым тщательным образом. Что касается окрасочно-сушильных камер, то их можно изготовить своими руками при строжайшем соблюдении ниже изложенных рекомендаций и инструкции.
Содержание:
Предназначение окрасочно-сушильной камеры
Основным назначением окрасочно–сушильной камеры выступает нанесение лака или краски на поверхности и обеспечивает ровную и качественную покраску без попадания на рабочую поверхность мусора и пыли. Используется подобное оборудование для целых изделий и отдельных деталей по режимам, которые приемлемы для конкретной разновидности лакокрасочного материала. Окрасочно-сушильные камеры кроме выполнения покраски способны также совершать процесс быстрой сушки окрашиваемой поверхности.

Окрасочная камера обеспечивает проведение покрасочных работ в соответствии с регламентированными положениями пожарной безопасности и санитарной гигиены и выполняется как закрытое помещение с разным технологическим оборудованием. Зависимо от назначения окрасочно-сушильные камеры, используются для нужд автосервисов, окрасочных участков специализированных производств и частной застройки.
Конструкция окрасочно-сушильной камеры
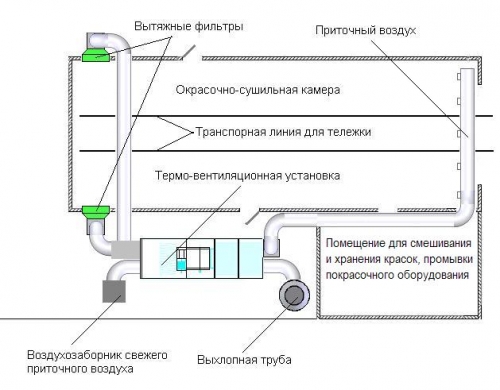
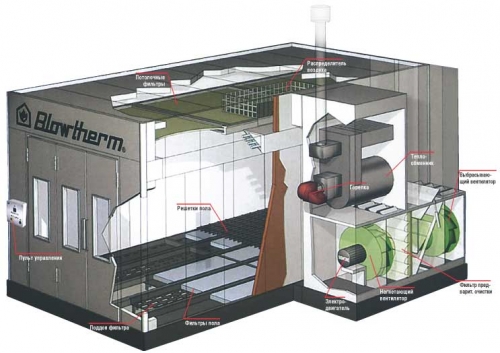
Окрасочно-сушильные камеры состоят из таких конструктивных узлов: закрытой камеры для процесса окраски и сушки, приточной системы вентиляции с воздушными фильтрами разного уровня очистки, системы обогрева с теплогенератором, системы освещения и вытяжной вентиляционной системы с воздушными фильтрами.
Возможно вам понадобится капролон стержни, преобрести который вы сможете в специализированных магазинах. Применяется он для изготовления деталей конструкционного и антифрикционного назначения.
Способы установки
Монтаж окрасочно-сушильной камеры sb 7427 может осуществляться двумя способами. В первом случае устанавливают окрасочно-сушильную камеру на сформированное предварительно базовое бетонное основание, заложив легкий ленточный фундамент, верхнее основание которого находится на уровне пола помещения. Эта методика установки камеры является достаточно надежной, но очень дорогой.

При втором методе окрасочно-сушильную камеру устанавливают на возвышающуюся металлическую конструкцию. Конструкцию выполняют из профилированного сортового металла. Недостаток такого способа кроется в разности высот пола окрасочно-сушильной камеры и цеха, что требует дополнительной установки переходные трапы или мостики.
Окрасочно-сушильные камеры оборудуют дверьми с хорошей герметичностью. Для окраски стен камеры обычно применяют стойкие к высокой температуре белые лакокрасочные материалы, чтобы контролировать качество окрашиваемых поверхностей. Самыми популярными для этих целей являются порошковые краски, которые долговечны и стойки к внешнему воздействию. В межстеновом пространстве камера имеет негорючую изоляцию для избегания теплопотерь в процессе покраски и сушки.
Приточная вентиляция
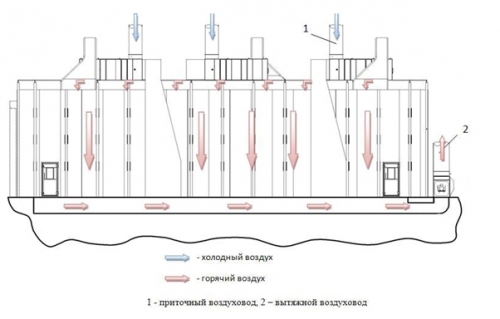
При работе в окрасочно-сушильной камере могут возникать разные завихрения и формироваться мертвые зоны. Поэтому устройство окрасочно-сушильной камеры должно быть исполнено так, чтобы потолочные и напольные воздушные фильтры располагались на всю ширину помещения. Чтобы мертвые зоны не появлялись внутри окрасочно-сушильной камеры, ее оснащают вытяжной вентиляционной системой с запорной и регулирующей арматурой, что располагается в подпольном пространстве.
Спроектированная циркуляция и специальные клапаны позволяют защититься от турбулентных завихрений внутри окрасочно-сушильной камеры и поддерживать давление на необходимом уровне. Это имеет большое значение, потому что по мере загрязнения фильтров напольных, давление в камере возрастает, что приводит к возникновению тумана краски. С другой стороны недостаточное давление провоцирует попадание пыли внутрь, что негативно сказывается на качестве лакового или красочного покрытия.
Чтобы эффективно удалялись сольвенты и аэрозоли, нужна скорость движения потоков воздуха около 20 сантиметров в секунду. Принято поддерживать скорость потока воздуха на уровне 25 сантиметров в секунду. Простейшие расчеты показывают, что для достижения такой скорости при площади камеры, что равна 28 квадратных метров, требуется камера производительностью приблизительно 25000 кубических метров воздуха в час.
Система обогрева
Сушильная камера температурный режим сушки создает посредством теплообменника, который в целях безопасности на случай перегрева оборудуется защитным термостатом. Для электрооборудования подобной камеры обязательно требуется выполнение защитного заземления.
Следует обязательно обратить внимание на производительность по теплу. К примеру, для нагрева в час 18000 кубометров воздуха в окрасочно-сушильной камере saima до температуры 40 градусов нужно затратить 240,192 киловатт. Запомните, что при меньшей производительности в зимнюю пору красить будет холодно.
Материалом теплообменника выступает температуростойкая нержавеющая сталь. Тип и форму теплообменника подбирают зависимо от конструктивного исполнения горелки, которая управляется блоком автоматики для поддержания строгого значения температуры воздуха в камере.
Различают три основных вида теплогенераторов: с дизельным, электрическим и газовым нагревом. Электрический теплогенератор используется очень редко в связи с существенным увеличением длительности нагрева и охлаждения окрасочно-сушильной камеры. Это связанно с высоким уровнем инертности нагревательных элементов, которые долго нагреваются и остывают. К тому же данный тип теплогенератора отличается высоким энергопотреблением — 88 — 196 кВт.
Теплогенераторы с газовой горелкой работают отлично, но нуждаются в длительном, дорогостоящем согласовании и разработке проекта подключения к газовой распределительной сети. Лучше всего работает дизельный теплогенератор. К тому же он не требует дорогостоящих и длительных согласований с органами пожарного надзора и СЭС.
Система освещения
Стандартная окрасочно-сушильная камера имеет в потолочной части камеры 8 — 10 светильников, которые расположены под углом 45 градусов. Для получения высококачественной окраски необходимо светильники вмонтировать в боковые стены. Если в чертеже окрасочно-сушильной камеры предусмотрены только верхние осветительные приборы, то могут появиться проблемы с покраской вертикальных поверхностей многослойными покрытиями.
Таким образом, светильники освещения в окрасочно-сушильной камере устанавливаются на потолке и дополнительно на стенах. Такое освещение является достаточно функциональным, так как позволяет добиться лучшего эффекта при оценке ровности и высокого качества окрашиваемой поверхности. Стандартный размер освещенности покрасочных камер составляет 1000-2000 люкс. Также камеры должны быть оснащены освещением задней стенки, потому что покраска спереди является более интенсивной. Выбирать принято модели с наименьшим мерцающим эффектом.
Вытяжная вентиляция
Специфика работы окрасочно-сушильной камеры требует установки фильтров воздуха с возможностями оперативного монтажа и демонтажа их фильтрующих элементов. Распределяют фильтры по всей площади потолка и пола камеры. Конструкция оборудуется фильтрами таким способом, чтобы очищался удаляемый и приточный воздух. Санитарно-гигиеническими нормативами определен совокупный уровень очистки воздушных фильтров на уровне не ниже 99%.
Подобное высокое значение можно получить исключительно при применении многоступенчатой фильтрации. Воздух очищается на первом этапе от крупных частиц, а в последующем — от более мелкодисперсных фракций и летучих соединений. Продувается окрасочно-сушильная камера nova verta воздухом для удаления горючих веществ, которые образуют пожароопасные смеси с кислородом воздуха.
Нижний фильтр стараются не устанавливать напрямую на вытяжном воздуховоде, иначе слишком быстрое загрязнение фильтрующих элементов потребует их частой замены. К тому же при монтаже на воздуховоде будет ограничена площадь поверхности фильтрации, а это провоцирует сужение воздушного потока, рост его скорости и нежелательный подъем давления внутри окрасочно-сушильной камеры.
При возможности можно установить датчики контроля загрязненности фильтра в систему автоматизации. Кнопки пульта управления максимально простые в индексации, а режимы автоматически регулируются от сигнала встроенного таймера. На пульте удобно иметь возможность переключения между ручным и автоматическим режимами работы.
Виды окрасочно-сушильных камер
Окрасочно-сушильные камеры друг от друга отличаются способом нагрева и вентиляции. Способы вентиляции бывают разными. Воздух подвержен воздействию двух вентиляторов, выполненных с винтовой турбиной. Винтовой вентилятор оборудован турбиной, лопатки которой ввинчены как воздушный корабельный или авиационный винт. Они обеспечивают высокую производительность и считаются достаточно экономичными.
Центробежные вентиляторы имеют в конструкции турбину, которая представляет из себя колесо с лопатками, что вращаются в корпусе в форме улитки. Проникает воздух в центр турбины и отбрасывается под действием центробежных сил в направлении вращения в улитку. Создают центробежные вентиляторы статическое давление. Воздух к турбине может подходить по вентиляционным трубам.
Подача воздуха к месту назначения от турбины может также происходить по вентиляционным трубам. Один всасывающий вентилятор вытягивает из камеры воздух, что загрязнен парами растворителей и пылью от краски. Второй нагнетающий вентилятор забирает снаружи воздух и нагнетает его в камеру. Зависимости от особенностей вентиляционной системы различают следующие виды окрасочно-сушильных камер: камеры с увеличенным давлением, с проходящим потоком воздуха и разрежением.

Камеры с увеличенным давлением являются наиболее распространенными. Нагнетающий вентилятор отличается большей производительностью, чем вентилятор высасывающий. Этот излишек воздуха создает давление, что немного превышает атмосферное. Пыль снаружи, таким образом, не попадает в камеру, потому что воздухом вытесняется через неуплотненные стыки наружу. В такую камеру можно входить во время работы. Камера не требует тщательной герметизации камеры. Однако в такой камере все-таки возникает пыль — сухая грязь на автомобиле. К тому же плохо вытягивается туман от краски.
Схемы окрасочно-сушильных камер с проходящим потоком воздуха имеют два вентилятора одинаковой производительности. Давление внутри и снаружи камеры одинаковое. Установка является герметичной, иначе пыль может попадать через щели.
Окрасочно-сушильные камеры с разрежением имеют в своей конструкции высасывающий вентилятор более высокой производительности, чем нагнетающий. Можно использовать только один вентилятор всасывающий, который одновременно производит забор воздуха для обновления. Некоторые модели камер характеризуются таким расположением входа и выхода воздуха, что автомобиль при покраске и сушке размещается в потоке воздуха, будто он находится в движении, в противоположность традиционному расположению, когда всасывание совершается на уровне пола. В этих камерах создаются наилучшие условия для процедуры отсоса тумана от краски.
Принцип работы окрасочно-сушильной камеры
Окрасочно-сушильные камеры, что предназначены для процесса окраски деталей и последующей сушки, не смотря на это, способны работать в четырех режимах: режиме окраски, выдержки, сушки и продувки. Ниже перечислим их и дадим короткую характеристику.
Режим покраски
Оборудование нагревает камеру или окрашиваемую поверхность до температуры, при которой совершается покраска изделия из краскопульта. Эта температура обеспечивает самые благоприятные условия для испарения разбавителей. Во время окраски оптимальной температурой считается 20 градусов выше нуля, во время сушки температура находится в пределах + 60 — 70 градусов по Цельсию.

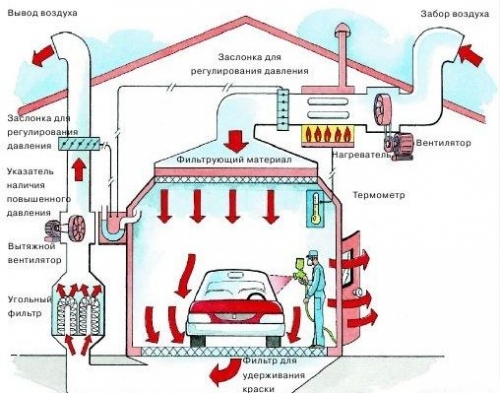
Воздух нагревается при помощи электрической спирали или газовой горелки, но это делается чаще всего посредством сжигания солярки. Генераторы теплого воздуха располагаются отдельно от камеры. Воздух берется из атмосферы и попадает в фильтры грубой очистки от пыли. Приточный вентилятор воздух пропускает через теплообменник для нагрева. Нагретый воздух по воздуховодам проходит в чердачное пространство, а затем следует через фильтры тонкой очистки, расположенные на потолке, в камеру.
Подобные фильтры тонкой очистки располагаются по всему пространству потолка, что исключает возможность турбулентного течения воздуха. Воздушный поток течет равномерно сверху вниз, огибая изделие, что красится. Частицы краски способны задерживаться напольными фильтрами, что расположены под решетками. Нагревается воздух только при работе системы вентиляции. При плановом или внезапном отключении системы нагрев сразу же прекратиться.
Режим выдержки
Переход от режима окраски к сушке не происходит моментально. Камера переходит в специальную фазу выдержки, чтобы очистить воздух в помещении от остатков растворителя, длительностью 15 минут. В течение этого времени удаляются из камеры остатки растворителей и пыли. Когда истекает заданное время, в приточном блоке открывается воздушная заслонка, и окрасочно-сушильная кабина переходит в следующий режим сушки. Осуществляются все эти операции автоматически.
Режим сушки
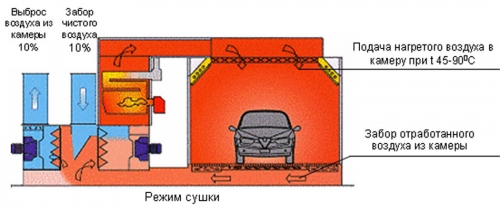
Вытяжной вентилятор в режиме сушки отключается автоматически, и камера функционирует в фазе рециркуляции, с забором с улицы около 10-15% свежего воздуха для предотвращения перенасыщения растворителями рециркулируемого воздуха, что может спровоцировать матирование лака и образование взрывоопасной смеси. Режим сушки благодаря принципу рециркуляции является очень экономичным, не смотря на цену окрасочно-сушильной камеры: потребление электроэнергии низкое, а расход горючего составляет всего лишь 40% в сравнении с режимом окраски.
Воздух при рециркуляции проходит через карманные фильтры, что отвечают за предварительную очистку, напольные и потолочные фильтры. Воздух очищается от пыли и при работе камеры в фазе сушки. Применение мощных вентиляторов позволяет скорость движения воздуха поддерживать практически на том уровне, что и в режиме окраски деталей.
Комплектация агрегатного блока согласована с размерами камеры. Мощность горелки обеспечивает нужные режимы работы во всем пределе годовых температур. Дизельная горелка обеспечивает в режиме нормальную работу окрасочно-сушильной камеры при температуре снаружи от 10 до 40 градусов ниже нуля.
Режим сушки принято выполнять при температуре плюс 60 градусов С. При температуре больше 80 градусов случается обжигание краски. Нагрев выше 60 градусов выдерживают плохо принадлежности из пластических материалов, которые служат для комплектации кузова, авторезина, детали двигателя, панели электронной аппаратуры и приборов. Топливом служит чаще всего природный газ или солярка. Первый применяется реже, потому что небезопасно и дорого заводить собственную индивидуальную газовую станцию.
Режим продувки
После режима сушки, которая обычно занимает 30 минут, отключается горелка, закрывается воздушная заслонка, а также включается вытяжной блок. Режим продувки осуществляется благодаря подаче в окрасочно-сушильную камеру наружного воздуха. После истечения 5 минут заканчивается охлаждение, и автоматически отключаются вентиляторы.

Изготовление окрасочно-сушильной камеры
Выше уже оговаривалось, что окрасочно-сушильная камера может устанавливаться на бетонное основание, тогда её пол находится на одном уровне с окружающим помещением, или на подиум — сборные металлическое основание из стальных профилей, что соединены между собой для образования единого целого.
Окрасочно-сушильная камера условно состоит из 4 комплектующих: непосредственно самого помещения, системы вентиляции в камере, системы освещения и обогрева камеры. Что касается помещения, то каждый сам должен решать, какого размера подбирать или строить помещение, чем отделать полоток и стены. Однако стоит запомнить следующие вещи.
В окрасочно-сушильной камере своими руками должны быть сделаны траншеи или продуман второй пол с целью отвода воздуха. Стены должны быть удобными для чистки и мойки и изготовленными из материалов, что не пылят — не выступают источником пыли. Потолочные фильтры не должны занимать весь потолок, который должен быть покатой формы, чтобы в углу между потолком и стенами не образовывались завихрения воздуха.

Самым простым решением изготовления окрасочно-сушильной камеры своими силами является ее строительство внутри другого помещения, к примеру, внутри основной мастерской, создание двух параллельных траншей для отвода воздуха, соединение их в одну в месте вывода на улицу и перекрытие металлической решеткой, изготовление стен из гипсокартона на металлическом каркасе и с использованием минеральной ваты для термоизоляции.
Для создания воздухообмена в окрасочно-сушильной камере стоит рассмотреть, что представляет из себя потолочная часть для подачи в камеру чистого воздуха. Вам необходимо купить такие детали, как воздуховоды и улитка, а также изготовить емкость для поступления воздуха и прикрепления потолочных фильтров.
Улитка – это устройство, что служит для нагнетания воздуха, воздуховодами являются трубы из оцинкованной жести, а емкость – это, проще говоря, ванна, что изготовлена из жести, с наличием входа для подачи воздуха. Улитка отвечает за нагнетание воздуха, который по воздуховодам проходит в емкость, где создается избыточное давление, и подается по всей площади фильтров в покрасочную камеру.
С обогревом окрасочно-сушильной камеры дела обстоят сложнее. В фирменной камере теплообменник встроен в подающий воздуховод, в нем горит пламя горелки, работающее на соляре. Таким образом, нагревается теплообменник, воздух, что проходит через трубки теплообменника, нагревается и попадает горячим в камеру.
Загрязненный и подогретый воздух выводится наружу и вторично не может быть использован в целях экономии расходов. Однако циркуляцию воздуха можно организовать немного по-другому – брать из камеры подогретый воздух, подогревать его вторично. И поднятие температуры для сушки в камере будет быстрее происходить и с меньшими затратами. Вы можете в подающий воздуховод встроить электрические тэны, или сделать пристройку газовой горелки.
Вопросы безопасности
Пожары при работе с лаковыми и красочными материалами по статистике считаются достаточно распространенным явлением. Во избежание пожароопасных ситуаций, рекомендуется внимание обратить на следующее:
- Потолок и стены следует изготавливать из панелей с негорючим наполнителем;
- Камеру необходимо оборудовать системой пожаротушения или предусмотреть возможность её монтажа;
- В пульте управления должен находиться выход на клапан, что отвечает за отключение сжатого воздуха;
- Оборудование камеры должно быть изготовлено во взрывозащищенном исполнении;
- В электрооборудовании должна быть предусмотрена система заземления;
- Теплообменник должен иметь защитный термостат от перегрева;
- Дверь должна быть оборудована запорным антипаниковым устройством и открываться с помощью простого нажатия.
Наиболее сложным с технической позиции является создание верхнего короба с потолочными фильтрами, а также системы нагрева воздуха. Окрасочно-сушильная камера в самостоятельном исполнении позволяет организовать процедуру покраски деталей и изделий в короткое время и при соблюдении всех выше изложенных требований.
Источник


